Introducción al proceso A2oh
En el mundo de la ingeniería moderna de aguas residuales, el estándar para el agua limpia ha cambiado. Ya no basta simplemente con eliminar los sólidos ogánicos; Las regulaciones actuales exigen la eliminación de nutrientes disueltos que amenazan nuestros ecosistemas. Introduzca el proceso A2O (Anaeróbico-Anóxico-Óxico).
El proceso A2O es una configuración ampliamente adoptada del sistema de lodos activados diseñado específicamente para Eliminación de nutrientes biológicos (BnorteR) . A diferencia de los métodos de tratamiento tradicionales que se centran principalmente en la eliminación de carbono, el proceso A2O apunta simultáneamente nitrógeno y fósforo —los dos principales culpables de la eutrofización del agua.
Al hacer circular inteligentemente las aguas residuales a través de tres zonas ambientales distintas: anaeróbico (sin oxígeno, sin nitrato), anóxico (sin oxígeno, sí nitrato), y óxico (aireado): el sistema A2O crea un ecosistema diverso de microorganismos. Estos microbios trabajan en armonía para descomponer la materia orgánica, convertir el amoníaco en gas nitrógeno inofensivo y atrapar biológicamente el fósforo en el lodo.
¿Por qué es importante el proceso A2O?
- Simplicidad: Proporciona eliminación simultánea de norteitrógeno y Fósforo en un único sistema de lodos sin necesidad de aditivos químicos.
- Eficiencia: Utiliza el carbono orgánico presente naturalmente en las aguas residuales para impulsar el proceso de desnitrificación, reduciendo la necesidad de fuentes de carbono suplementarias.
- Sostenibilidad: Al reducir la carga de nutrientes, previene la proliferación de algas tóxicas en los cuerpos de agua receptores, protegiendo la vida acuática y la salud humana.
Comprender los objetivos del tratamiento de aguas residuales
Para apreciar la elegancia del proceso A2O, primero debemos comprender los enemigos con los que lucha. El tratamiento de aguas residuales no se trata sólo de hacer que el agua luzca clara; se trata de eliminar los contaminantes químicos invisibles que alteran el equilibrio de la naturaleza.
Mientras que el tratamiento convencional se centra en Carbono (medido como DBO/DQO) y Sólidos (TSS), los procesos avanzados como A2O están diseñados para abordar Nutrientes .
Los tres principales contaminantes
1. Materia Orgánica (DBO/DQO)
- Qué es: Residuos biodegradables (restos de comida, desechos humanos).
- El peligro: Si se liberan sin tratamiento, las bacterias de ríos y lagos consumirán esta materia de forma agresiva. Al hacerlo, consumen todo el oxígeno disuelto en el agua, asfixiyo a los peces y otras formas de vida acuática.
- Rol A2O: El proceso A2O elimina materia orgánica principalmente en las zonas anaeróbica y anóxica (usándola como combustible para reacciones específicas) y finaliza el trabajo en la zona óxica.
2. Nitrógeno (Amoníaco y Nitratos)
- Qué es: El nitrógeno ingresa a las aguas residuales principalmente a través de urea y proteínas.
- El peligro:
- Toxicidad: Los niveles elevados de amoníaco son directamente tóxicos para los peces.
- Eutrofización: El nitrógeno actúa como fertilizante para las algas. Cuyo las algas mueren y se pudren, agotan el oxígeno (zonas muertas).
- Rol A2O: El proceso A2O convierte el amoníaco tóxico (NH 4 ) en nitrato (NO 3 - ), y luego elimina el oxígeno para liberar gas nitrógeno inofensivo (N 2 ).
3. fósforo
- Qué es: Se encuentra en detergentes, jabones y desechos humanos.
- El peligro: El fósforo suele ser el "nutriente limitante" en el agua dulce. Incluso pequeñas adiciones pueden provocar proliferaciones masivas e incontrolables de algas que vuelven el agua verde y tóxica.
- Rol A2O: Ésta es la especialidad del proceso A2O. Al estresar a las bacterias en la zona anaeróbica, el sistema las prepara para absorber cantidades masivas de fósforo en la zona óxica, atrapándolo en el lodo para que pueda eliminarse del agua.
El flujo del proceso A2O: un viaje paso a paso
El proceso A2O es un viaje continuo de aguas residuales, diseñado para crear condiciones ambientales específicas que favorezcan diferentes tipos de bacterias. La clave de su éxito no reside sólo en los propios tanques, sino en los dos circuitos de recirculación críticos que mueven el agua y el lodo entre ellos.
1. La Zona Anaeróbica (El Selector)
Esta es la zona de contacto inicial donde comienza el proceso.
- Entrada: Las aguas residuales crudas (ricas en “alimentos” orgánicos) se mezclan con Retorno de Lodos Activados (RAS) del clarificador secundario.
- Medio ambiente: Estrictamente anaeróbico. No hay oxígeno disuelto (O 2 ) y sin nitratos (NO 3 ).
- Proceso clave (P-Release): En este ambiente estresado, Organismos acumuladores de fosfato (PAO) están seleccionados. Consumen ácidos grasos volátiles (AGV) de las aguas residuales y, para obtener la energía necesaria para hacerlo, rompen sus enlaces polifosfato internos, liberando ortofosfato en el líquido.
2. La Zona Anóxica (Desnitrificación)
Las aguas residuales fluyen desde la zona anaeróbica hacia la zona anóxica, donde se les une una corriente masiva de agua reciclada.
- Entrada: Licor mixto de la zona Anaeróbica. Reciclaje interno de licores mezclados (IMLR) de la zona Oxic.
- Medio ambiente: anóxico. There is no free dissolved oxygen, but there is chemically bound oxygen in the form of nitrates (NO 3 ) presentado por el IMLR.
- Proceso Clave (Desnitrificación): Las bacterias heterótrofas utilizan la materia orgánica restante como fuente de alimento. Para respirar, quitan los átomos de oxígeno de las moléculas de nitrato (NO 3 ), convirtiéndolos en gas nitrógeno (N 2 ), que burbujea inofensivamente fuera del agua. Este es el mecanismo principal para la eliminación de nitrógeno.
3. La Zona Óxica (El Motor Aeróbico)
Esta es la zona más grande y activa, donde el aire se introduce vigorosamente.
- Entrada: Licor mixto de la zona Anóxica.
- Medio ambiente: Aeróbico. Los difusores o aireadores mantienen altos niveles de oxígeno disuelto.
- Proceso clave 1 (nitrificación): Las bacterias autótrofas (como Nitrosomonas y nitrobacteria ) convierte el amoníaco tóxico (NH 4 ) en nitratos (NO 3 ).
- Proceso clave 2 (Adopción de P de lujo): Los PAO, ahora en un ambiente rico en oxígeno, “absorben de lujo” grandes cantidades de fosfato del agua para reconstruir sus reservas internas, eliminándolo de la fase líquida.
- La división: Al final de esta zona, una gran porción del licor mixto rico en nitratos se bombea de regreso a la zona anóxica a través del IMLR , mientras que el resto fluye hacia el clarificador.
4. El Clarificador Secundario (Separación)
La etapa final es un proceso de separación física.
- Entrada: Licor mixto de la zona Oxic.
- Proceso: Los flóculos biológicos (lodos) se depositan en el fondo del tanque, dejando agua clara y tratada en la parte superior.
- Salida (Efluente): El sobrenadante claro fluye sobre los vertederos y se descarga como efluente tratado.
- Gestión de lodos: El lodo sedimentado se recicla de nuevo al inicio como RAS para mantener la población biológica o eliminarla del sistema según sea necesario. Lodos Activados Residuos (WAS) para eliminar permanentemente el fósforo y el exceso de biomasa.
Etapas centrales del proceso A2O
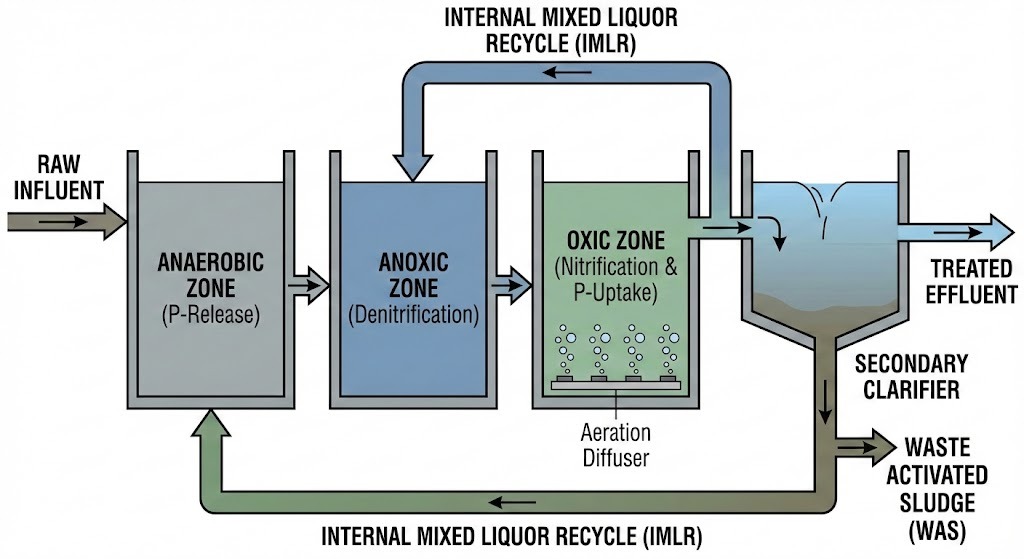
El proceso A2O es un sistema de crecimiento suspendido de lodo único. Si bien parece lineal, su eficiencia depende en gran medida de la recirculación interna. Las aguas residuales se mueven a través de tres zonas ambientales distintas, cada una de las cuales cultiva comunidades bacterianas específicas para atacar diferentes contaminantes.
[Imagen del diagrama de flujo del proceso A2O]
1. La Zona Anaeróbica (El Selector)
Esta es la zona de contacto inicial donde las aguas residuales afluentes crudas se mezclan con el Lodo Activado de Retorno (RAS).
- El Medio Ambiente: Condiciones estrictamente anaeróbicas. No hay oxígeno libre (O 2 ) y sin oxígeno unido (nitrato/nitrito).
- El mecanismo (liberación de fósforo): En este ambiente lleno de estrés, Organismos acumuladores de fosfato (PAO) son dominantes. Para sobrevivir, consumen ácidos grasos volátiles (AGV) de las aguas residuales. Para obtener la energía necesaria para absorber estos AGV, los PAO rompen sus enlaces polifosfato internos, liberando ortofosfato en el líquido.
- El resultado: Irónicamente, las concentraciones de fosfato aumentar en esta etapa. Esta “liberación” es un precursor necesario para la “adopción del lujo” que se producirá más adelante.
2. La Zona Anóxica (Desnitrificación)
Las aguas residuales fluyen desde la zona anaeróbica hacia la zona anóxica. Aquí, un circuito de reciclaje interno crucial alimenta el licor mixto rico en nitratos desde el final del proceso (la zona Oxic).
- El Medio Ambiente: anóxico conditions. There is no free dissolved oxygen, but chemically bound oxygen is present in the form of Nitrates (NO3 - ).
- El Mecanismo (Desnitrificación): Las bacterias heterótrofas utilizan la materia orgánica (DBO) que queda en las aguas residuales como alimento. Para respirar, quitan las moléculas de oxígeno de los nitratos.
- El cambio químico: Este proceso convierte el Nitrato (NO3 - ) en gas nitrógeno (N 2 ), que burbujea inofensivamente fuera del agua.
NO3 - → NO2 - → NO → N 2 O → N 2 - El resultado: Eliminación significativa de nitrógeno total.
3. La Zona Óxica (Tratamiento Aeróbico)
Esta es la etapa biológica final donde la aireación se introduce mediante aireadores de superficie mecánicos o sistemas de aire difundido.
- El Medio Ambiente: Condiciones aeróbicas con niveles altos de oxígeno disuelto (DO) (normalmente 2,0 mg/L o más).
- Mecanismo A (Nitrificación): Las bacterias autótrofas (como Nitrosomonas y nitrobacteria ) convertir Amoníaco (NH 4 ) en nitratos (NO3 - ). Este nitrato luego se recicla nuevamente a la zona anóxica para ser eliminado.
- Mecanismo B (Absorción de Fósforo de Lujo): Los PAO, ahora en un ambiente rico en oxígeno, se aceleran. Oxidan los compuestos orgánicos almacenados (absorbidos en la fase anaeróbica) para reponer sus reservas de fosfato. Captan mucho más fosfato del que liberaban antes.

- El resultado: El amoníaco se oxida y el fosfato en fase líquida se reduce drásticamente al quedar atrapado dentro de las bacterias (que eventualmente se eliminarán en forma de lodo).
Factores que afectan la eficiencia del proceso A2O
El proceso A2O es un acto de equilibrio biológico. Debido a que depende de microorganismos vivos, el sistema es sensible a los cambios ambientales. Para lograr una eliminación óptima de nutrientes, los operadores deben monitorear y controlar cuidadosamente varios factores clave.
1. Control de oxígeno disuelto (OD)
Este es el parámetro más crítico. Las bacterias de cada zona requieren un ambiente de oxígeno específico para funcionar.
- anaeróbico Zone: Debe ser estrictamente anaeróbico (DO ≅ 0 mg/L). Incluso pequeñas cantidades de oxígeno aquí detendrán la liberación de fósforo.
- anóxico Zone: Debe tener OD baja (DO < 0,5 mg/L) pero nitratos altos. Si el OD ingresa a esta zona (por ejemplo, a través de turbulencia excesiva o lodo de retorno sobre aireado), las bacterias utilizarán el oxígeno libre en lugar del oxígeno nitrato, deteniendo la desnitrificación.
- óxico Zone: Requiere suficiente OD (2,0 - 3,0 mg/L). Si los niveles bajan demasiado, la nitrificación se detiene; si los niveles son demasiado altos, desperdicia energía y envía el exceso de oxígeno de regreso a la zona anóxica a través del circuito de reciclaje.
2. Relaciones de recirculación interna
El “latido del corazón” del proceso A2O son sus bombas.
- IMLR (Reciclaje interno de licores mezclados): Esto determina cuánto nitrato se elimina. Una relación estándar es 200% a 300% del flujo afluente. Si la proporción es demasiado baja, los nitratos se escapan en el efluente. Si es demasiado alto, diluye el licor mezclado y reduce el tiempo de retención.
- RAS (Retorno de Lodos Activados): Esto asegura que la zona anaeróbica tenga suficiente biomasa. Normalmente se establece en 50% a 100% del flujo afluente.
3. Temperatura y pH
Diferentes bacterias tienen diferentes “zonas de confort”.
- Temperatura: Las bacterias nitrificantes (zona óxica) son muy sensibles al frío. Por debajo de 12 °C , su actividad disminuye significativamente, lo que corre el riesgo de tener un alto nivel de amoníaco en la descarga.
- pH: La nitrificación consume alcalinidad, lo que naturalmente reduce el pH. Si el pH cae por debajo 6.5 , las bacterias dejan de funcionar. Los operadores a menudo necesitan agregar alcalinidad (como cal o carbonato de sodio) para mantener un pH entre 7.0 y 8.0 .
4. Relación carbono-nutrientes (C:N:P)
Las bacterias necesitan alimento (carbono) para realizar su trabajo.
- Desnitrificación requiere carbono orgánico. Si las aguas residuales son “débiles” (baja DBO), no habrá suficiente alimento para que las bacterias descompongan los nitratos en la zona anóxica.
- Eliminación de fósforo Se basa en ácidos grasos volátiles (AGV). Si el afluente carece de AGV, la eliminación de fósforo será deficiente.
Ventajas y desventajas del proceso A2O
Si bien A2O es un estándar de oro para la eliminación de nutrientes biológicos, no es un sistema de “instalar y olvidar”. Tiene distintos pros y contras en comparación con el lodo activado convencional.
Las ventajas (pros)
- Eliminación simultánea de nutrientes: Elimina eficazmente DBO, nitrógeno y fósforo en un único sistema de lodos sin necesidad de etapas de precipitación química separadas.
- Operación rentable: Al utilizar nitratos (en lugar de aire) para oxidar la DBO en la zona anóxica, el proceso recupera oxígeno, reduciendo la demanda general de energía de aireación.
- Propiedades mejoradas de los lodos: La zona selectora anaeróbica suprime el crecimiento de bacterias filamentosas, que a menudo causan "acumulación de lodos". Esto conduce a una mejor sedimentación de los lodos en el clarificador.
- Sin productos químicos añadidos: Se basa en mecanismos biológicos en lugar de costosos coagulantes químicos (como el alumbre o el cloruro férrico) para la eliminación del fósforo.
Las desventajas (contras)
- Sensibilidad a la Calidad Influyente: El proceso depende en gran medida de la proporción de DBO y nitrógeno/fósforo en las aguas residuales sin tratar. Si el agua entrante tiene un bajo contenido de materia orgánica (carbono), la eficiencia de eliminación cae drásticamente.
- Complejidad de Operación: Equilibrar los dos circuitos de reciclaje (RAS e IMLR) requiere operadores capacitados y sistemas de control precisos.
- Comentarios sobre nitrato: Si el reciclaje interno no se gestiona correctamente, los nitratos pueden regresar a la zona anaeróbica. Los nitratos en la zona anaeróbica actúan como un veneno para el mecanismo de eliminación de fósforo.
- Mayor capital inicial: El requisito de tres zonas separadas, paredes internas, mezcladores y bombas de reciclaje aumenta el costo inicial de construcción en comparación con un tanque de aireación simple.
Aplicaciones del mundo real de A2O
El proceso A2O es versátil y escalable, lo que lo convierte en la opción preferida para diversos escenarios de tratamiento de aguas residuales.
1. Tratamiento de aguas residuales municipales
Esta es la aplicación más común. Ciudades de todo el mundo utilizan A2O para cumplir con estrictos estándares de efluentes que prohíben la descarga de nitrógeno y fósforo en ríos y lagos.
- Reequipamiento: Una de las mayores fortalezas de A2O es que muchos tanques de aireación de "flujo pistón" existentes se pueden adaptar a sistemas A2O simplemente instalando deflectores (paredes) para crear las tres zonas y agregando bombas de recirculación.
- Escala: Es eficaz para plantas de mediana y gran escala (que atienden a poblaciones de 10.000 a más de 1.000.000).
2. Aplicaciones industriales
Las industrias que producen residuos orgánicos con alto contenido de nutrientes consideran que el A2O es especialmente eficaz.
- Alimentos y bebidas: Las plantas lácteas, cervecerías y mataderos suelen producir aguas residuales con altas cargas de nitrógeno y fósforo. A2O ayuda a estas instalaciones a cumplir con los permisos de descarga ambiental sin costos químicos excesivos.
- Plantas de Fertilizantes: Estas instalaciones manejan altas concentraciones de amoníaco, lo que hace que las capacidades de nitrificación/desnitrificación del A2O sean esenciales.
Mantenimiento y solución de problemas
Incluso un sistema A2O perfectamente diseñado puede enfrentar desafíos operativos. Los sistemas biológicos son dinámicos; un cambio en el clima, la composición del afluente o una falla del equipo pueden alterar el delicado equilibrio de las bacterias.
Problemas operativos comunes y soluciones
La siguiente tabla describe los problemas más frecuentes que enfrentan los operadores en las plantas A2O y cómo solucionarlos.
| Síntoma | Causa probable | Acción / Solución |
| Pobre eliminación de fósforo | Nitratos en Zona Anaeróbica: Si los nitratos entran en la primera zona, las bacterias los utilizarán en lugar de fermentar. Esto detiene la liberación P. | Verificar RAS: Reduzca la tasa de retorno de lodos activados (RAS) u optimice la desnitrificación en la zona anóxica para garantizar que no queden nitratos en el lodo de retorno. |
| Lodos Flotantes (Aglomerados) | Desnitrificación in Clarifier: Si el lodo permanece demasiado tiempo en el clarificador secundario, se queda sin oxígeno. Las bacterias comienzan a convertir los nitratos en gas nitrógeno en el clarificador , provocando que los grumos de lodo floten hacia la superficie. | Aumentar la tasa RAS: Bombee el lodo fuera del clarificador más rápido para evitar que se vuelva anóxico.
Reducir la TRE: Reducir ligeramente la edad del lodo. |
| Amoníaco con alto contenido de efluentes | Pérdida de nitrificación: Las bacterias nitrificantes son sensibles. Las causas incluyen pH bajo, temperaturas frías o toxinas. | Verifique OD y pH: Asegúrese de que la OD de la zona Oxic sea >2,0 mg/L y el pH sea >7,0.
Aumentar la TER: Aumentar la edad del lodo para permitir que se recuperen los nitrificantes de lento crecimiento. |
| Espuma / Escoria | Bacterias filamentosas: Organismos como Nocardia or microthrix prosperan cuando hay un alto nivel de grasa o una proporción baja de F/M (alimento a microorganismo). | Hojeando: Retire físicamente la espuma.
Cloración: Una dosificación cuidadosa de cloro en el lodo de retorno puede matar los filamentos sin matar la biomasa. |
| Efluente turbio | Crecimiento disperso: Las bacterias no forman buenos “flóculos” (grumos) y no se asientan. | Reducir el cizallamiento por aireación: Las altas turbulencias pueden romper los flóculos.
Verificar toxicidad: Busque toxinas industriales que ingresen a la planta. |
Consejos de mantenimiento preventivo
- Calibración de sensores: El proceso A2O se basa en sensores de OD y nitrato para controlar las bombas. Calibre estos semanalmente.
- Mantenimiento del mezclador: Las zonas Anaeróbica y Anóxica utilizan mezcladores sumergibles para mantener los sólidos suspendidos sin agregar oxígeno. Si falla un mezclador, los sólidos se sedimentarán y reducirán el volumen efectivo del tanque.
- Inspección de bombas: Las bombas de reciclaje interno (IMLR) funcionan continuamente. El análisis periódico de las vibraciones y las comprobaciones de los sellos son vitales para evitar fallas repentinas.
Preguntas frecuentes (FAQ) sobre el proceso A2O
P: ¿Cuál es la principal diferencia entre el proceso A/O y el proceso A2O?
R: El proceso estándar A/O (anaeróbico-óxico) está diseñado principalmente para fósforo eliminación. Carece de la zona "anóxica" y del reciclaje interno de nitrato, lo que significa que no puede eliminar eficazmente el nitrógeno. El A2O (Anaeróbico-Anóxico-Óxico) añade ese paso intermedio para eliminar ambos Nitrógeno y Fósforo.
P: ¿Por qué la zona Anaeróbica debe estar libre de Nitratos?
R: Si hay nitratos presentes en la zona anaeróbica, las bacterias utilizarán el oxígeno de los nitratos para respirar en lugar de fermentar las aguas residuales. Esto evita la condición de "estrés" necesaria para que los organismos acumuladores de fósforo (PAO) liberen fósforo, rompiendo efectivamente el proceso biológico de eliminación de fósforo.
P: ¿Cuál es la eficiencia de eliminación típica de un sistema A2O?
R: Una planta de A2O bien operada normalmente puede lograr:
- DBO/DQO: > 90%
- Nitrógeno Total (TN): 60% – 80% (Limitado por el índice de reciclaje interno)
- Fósforo total (TP): 70% – 90%
P: ¿Qué es MLSS y por qué es importante en A2O?
R: MLSS significa Sólidos suspendidos de licor mixto . Es una medida de la concentración de bacterias (biomasa) en el tanque. En los sistemas A2O, el MLSS generalmente se mantiene entre 3000 mg/L y 5000 mg/L. Si es demasiado bajo, no hay suficientes bacterias para tratar el agua; si es demasiado alto, el clarificador puede sobrecargarse.
P: ¿Puede el proceso A2O cumplir con los límites estrictos de nitrógeno total (por ejemplo, < 3 mg/L)?
R: El A2O estándar a menudo tiene dificultades para alcanzar límites de nitrógeno muy bajos porque depende de un único circuito de reciclaje interno. Para cumplir con los límites por debajo de 3-5 mg/L, las plantas a menudo necesitan una zona anóxica secundaria (proceso Bardenpho modificado) o la adición de una fuente de carbono externa (como metanol) para impulsar la desnitrificación.
P: ¿Por qué mi planta A2O experimenta “lodo ascendente” en el clarificador?
R: El lodo ascendente generalmente es causado por desnitrificación incontrolada en el clarificador. Si el lodo permanece allí por mucho tiempo, las bacterias convierten los nitratos restantes en burbujas de gas nitrógeno, que se adhieren al lodo y lo hacen flotar hacia la superficie. La solución es aumentar la tasa de retorno de lodos activados (RAS) para sacar el lodo del clarificador más rápido.


 English
English
 عربى
عربى
 Español
Español


 +86-15267462807
+86-15267462807



