

 English
English
 عربى
عربى
 Español
Español


×
Palabras clave
Obtener la contraseña
Introduzca la contraseña para descargar el contenido relevante.
Presentación
 +86-15267462807
+86-15267462807
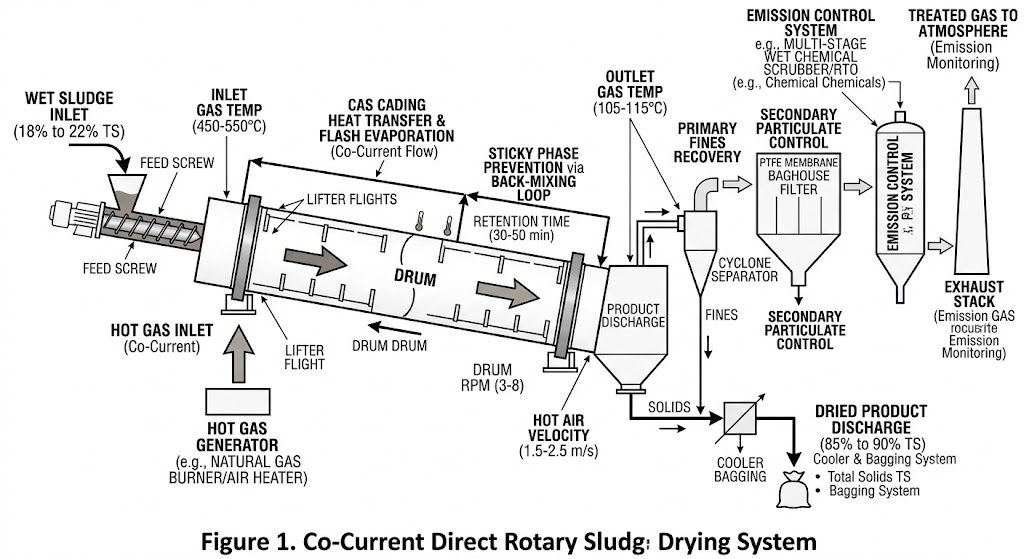
El secado rotatorio es una tecnología fundamental de deshidratación térmica para aguas residuales industriales y municipales. El mecanismo central se basa en un tambor cilíndrico giratorio, ligeramente inclinado con respecto a la horizontal, que hace caer en cascada lodo húmedo a través de una corriente de gas calentado. En los secadores rotativos directos (convección), los gases de combustión calientes o el aire calentado entran en contacto directo con el lodo, maximizando las tasas de transferencia de calor y masa. En configuraciones indirectas (conducción), el medio de calentamiento (normalmente vapor o aceite térmico caliente) fluye a través de una camisa o tubos internos, transfiriendo energía térmica a través de las paredes metálicas para minimizar el volumen de gases de escape y los desafíos de contención de olores.
La mecánica interna está fuertemente gobernada por el perfil del levantador o del vuelo. A medida que el tambor gira, estas paletas levantan el lodo y lo arrojan a través de la corriente de gas, creando una cortina continua de material que optimiza el coeficiente volumétrico de transferencia de calor. La configuración del flujo de gas dicta el gradiente térmico: el flujo a favor de la corriente (paralelo) introduce el gas más caliente en el lodo más húmedo, evitando que el producto se queme y los compuestos orgánicos volátiles (COV) se quemen, mientras que el flujo a contracorriente pone el producto más seco en contacto con el gas más caliente, logrando una humedad residual ultrabaja pero requiriendo estrictos controles de temperatura.
El control operativo requiere un estricto cumplimiento de parámetros cuantitativos. Para lodos municipales típicos con un contenido de sólidos de alimentación inicial de 18% a 22% de sólidos totales (TS) con el objetivo de obtener un producto final de 85% a 90% TS, las temperaturas del gas de entrada directa al secador generalmente oscilan entre 450 y 550 grados Celsius, con las temperaturas de salida correspondientes mantenidas estrictamente entre 105 y 115 grados Celsius para evitar la condensación. El tiempo de retención dentro del tambor varía de 30 a 50 minutos, dependiendo de las RPM del tambor (normalmente de 3 a 8 RPM) y la geometría del ala. La velocidad óptima del aire caliente se equilibra entre 1,5 y 2,5 metros por segundo; Las velocidades por debajo de este rango reducen la capacidad de transporte de humedad, mientras que las velocidades excesivas provocan el arrastre prematuro de partículas finas, sobrecargando los ciclones aguas abajo.
El monitoreo de humedad utiliza sensores en línea de microondas o infrarrojo cercano (NIR) de alta frecuencia colocados en el conducto de descarga para obtener retroalimentación en tiempo real, complementados con verificación gravimétrica de secado en horno fuera de línea (Método estándar 2540G). Una variable de control crítica, que frecuentemente se pasa por alto, es la consistencia del alimento. Las caídas repentinas en el contenido de sólidos de alimentación aumentan instantáneamente la carga térmica, provocando una rápida disminución en la temperatura de los gases de escape; Si la temperatura del escape cae por debajo del punto de rocío (normalmente alrededor de 80 a 85 grados Celsius para corrientes muy húmedas), se produce condensación localizada, lo que provoca una grave adherencia del lodo, incrustaciones y patrones erráticos de liberación de COV.
La descomposición secuencial del mecanismo de secado rotativo opera a través de las siguientes fases físicas distintas:
Optimizar la economía de un sistema de secado rotativo requiere una atención rigurosa a las etapas previas a la deshidratación. Alimentar lodo líquido crudo directamente en un secador térmico es termodinámicamente prohibitivo. La operación económica exige una deshidratación previa a un mínimo de 18% a 25% TS. Las tecnologías comunes de deshidratación mecánica exhiben distintos rangos de rendimiento y dosificación de polímeros: los filtros prensa de banda generalmente producen de 18 % a 22 % de TS con una dosis de polímero catiónico de 6 a 10 kilogramos por tonelada seca; las prensas de tornillo entregan de 20% a 24% de TS a 8 a 12 kilogramos por tonelada; y las centrífugas de recipiente sólido de alta velocidad alcanzan entre 22 % y 28 % de TS, pero requieren dosis de polímero más altas, que oscilan entre 10 y 15 kilogramos por tonelada seca. La poliacrilamida (PAM) residual de estos pasos puede exacerbar la pegajosidad del lodo durante la transición térmica posterior.
Para dimensionar con precisión un secador rotativo, los ingenieros deben ejecutar un estricto equilibrio de masa. Considere una instalación municipal que procesa 50 toneladas húmedas por día de torta de lodo deshidratada con un contenido inicial de sólidos de 18% TS, con una sequedad final objetivo de 85% TS. La masa seca total procesada por día se calcula como: 50 toneladas húmedas multiplicadas por 0,18, lo que equivale a 9 toneladas secas por día. La masa del producto final se calcula como: 9 toneladas secas divididas por 0,85, lo que equivale a 10,59 toneladas de producto seco por día. Por lo tanto, la tasa de evaporación de agua por hora (W) requerida durante un período operativo de 24 horas es: (50 menos 10,59) dividido por 24, lo que equivale a 1,642 toneladas de agua evaporadas por hora, o aproximadamente 1642 kilogramos de agua por hora.
Suponiendo una tasa de agua de evaporación volumétrica conservadora de 35 kilogramos de agua por metro cúbico-hora para secadores rotativos directos, el volumen activo requerido del tambor (V) es: 1642 dividido por 35, lo que equivale a 46,9 metros cúbicos. Al elegir una relación diámetro-longitud estándar de 1 a 5, un diámetro de tambor (D) de 2,2 metros y una longitud activa (L) de 11,0 metros se obtiene un volumen total de 41,8 metros cúbicos; ajustando ligeramente la longitud a 12,5 metros se obtienen los 47,5 metros cúbicos necesarios, estableciendo una envolvente de tamaño robusta. El tiempo de residencia teórico (t) se puede verificar utilizando la relación empírica: t = (0,23 * L) / (D * RPM * S), donde S es la pendiente del tambor (normalmente del 3 % al 5 %). Para un tambor de 12,5 metros a 5 RPM con una pendiente del 4%, el tiempo de retención coincide perfectamente con el perfil térmico requerido de 40 minutos.
La gestión de las fluctuaciones estacionales de lodos requiere un sistema automatizado de retromezcla (o back-pass). Cuando la torta húmeda cae dentro del rango de 40 % a 60 % de TS, entra en la notoria "fase pegajosa" donde el material se comporta como una pasta altamente viscosa, causando catastróficos cegados de vuelo y obstrucciones del tambor. Para evitar esto, una porción de los gránulos secos con 85% TS terminados se recicla mecánicamente y se mezcla con la torta húmeda entrante con 18% TS en un mezclador de paletas de doble eje antes de ingresar al conducto de alimentación de la secadora. Esto eleva inmediatamente los sólidos de alimentación mezclados por encima del 62% TS, evitando por completo la fase pegajosa y asegurando una alimentación granular de flujo libre que elimina las obstrucciones.
El secado térmico de lodos es una utilidad que consume mucha energía y exige una cuantificación rigurosa del balance energético neto. El consumo básico de energía para evaporar agua en un secador rotatorio directo oscila entre 2800 y 3200 kilojulios por kilogramo de agua evaporada, lo que se traduce aproximadamente entre 775 y 890 kilovatios-hora de energía térmica por tonelada de agua eliminada. El consumo de energía eléctrica para equipos auxiliares, incluidos accionamientos de tambor, tornillos de alimentación, ventiladores de tiro inducido y bombas de recirculación, agrega entre 30 y 50 kilovatios-hora adicionales por tonelada húmeda procesada. El desglose exacto del balance de energía térmica comprende: el calor latente de vaporización (fijado en aproximadamente 2260 kilojulios por kilogramo), el calor sensible requerido para elevar la matriz de lodo y el agua desde la temperatura ambiente hasta la temperatura de evaporación (típicamente 150 a 200 kilojulios por kilogramo), y las pérdidas por radiación del sistema y gases de escape (que van de 400 a 700 kilojulios por kilogramo).
La selección de la fuente de calor primaria determina fundamentalmente los gastos operativos (OPEX) y la intensidad de carbono, como se detalla a continuación:
| Tipo de fuente de calor | Rango de eficiencia térmica | Costo operativo relativo | Impacto de la huella de carbono |
|---|---|---|---|
| Gas Natural (de combustión directa) | 80% - 85% | Medio (Depende del mercado) | Moderado (líneas de base de combustibles fósiles) |
| Vapor Saturado (Indirecto) | 75% - 82% | Bajo (si es cogenerado) | Variable (depende del combustible de la caldera) |
| Calor residual de gases de combustión | 60% - 70% | Cerca de cero | Más bajo (emisiones netas insignificantes) |
| Gasificación de biomasa | 70% - 78% | Bajo a Medio | Potencial de carbono neutral |
| Bombas de calor eléctricas | 200% - 300% (equivalente en COP) | Alta (Tarifas Eléctricas Regionales) | Bajo (si está vinculado a Clean Grid) |
El control de las emisiones al aire y la mitigación estricta de los olores son obligatorios para garantizar el cumplimiento de las normas de la Ley Federal de Aire Limpio de la EPA de EE. UU. y los permisos de operación del Título V a nivel estatal. La corriente de escape de un secador rotatorio de lodos contiene altas concentraciones de humedad, partículas finas, sulfuro de hidrógeno, amoníaco y compuestos orgánicos volátiles. El control de partículas se logra mediante un sistema de dos etapas: un ciclón primario de alta eficiencia que recupera del 95% al 98% de los finos biosólidos secos, seguido de una cámara de filtros de chorro pulsado equipada con filtros de membrana de politetrafluoroetileno (PTFE) clasificados para ambientes húmedos y de alta temperatura.
Para los contaminantes gaseosos y el cumplimiento de olores, la selección de ingeniería depende de las regulaciones regionales. Los oxidantes térmicos (TO) o los oxidantes térmicos regenerativos (RTO) se utilizan cuando la destrucción de COV y la eliminación absoluta de olores son un mandato legal; Operan entre 815 y 870 grados Celsius con un tiempo de residencia de 0,5 a 1,0 segundos, logrando una eficiencia de destrucción del 99% pero incurriendo en importantes penalizaciones de combustible. Cuando los costos de combustible son prohibitivos y las restricciones químicas lo permiten, se utilizan depuradores químicos húmedos de múltiples etapas que utilizan hipoclorito de sodio, hidróxido de sodio y ácido sulfúrico para neutralizar gases ácidos y olores, seguidos frecuentemente por un lecho de biofiltro diseñado con medios de astillas de madera para biodegradar los compuestos orgánicos residuales antes de la descarga atmosférica a través de una chimenea elevada.
El procesamiento de lodos a través de un secador rotativo transforma un residuo líquido peligroso en un producto valioso y estable. Según las regulaciones de la Parte 503 de la EPA de EE. UU., mantener una relación temperatura-tiempo del producto en la que los sólidos del lodo se someten a temperaturas superiores a 70 grados Celsius durante un período continuo de al menos 30 minutos, combinado con lograr una sequedad final superior al 90% TS, clasifica el material como biosólidos Clase A. El estatus de Clase A certifica que las densidades de patógenos se reducen por debajo de los límites detectables, lo que permite que el material se comercialice como fertilizante sin restricciones o enmienda del suelo para uso agrícola, cultivo de césped y recuperación de tierras, eliminando así por completo las tarifas de vertido de vertederos. Alternativamente, debido al alto contenido orgánico, los biosólidos secos poseen un poder calorífico inferior de 12.000 a 16.000 kilojulios por kilogramo seco, lo que los convierte en un excelente combustible complementario para hornos de cemento o centrales eléctricas de carbón.
Al salir del tambor giratorio, los gránulos secos se encuentran a una temperatura de 85 a 105 grados Celsius. El almacenamiento inmediato a esta temperatura introduce un riesgo extremo de combustión espontánea, impulsada por oxidación biológica y química localizada. En consecuencia, el producto debe ingresar inmediatamente a un enfriador de tornillo con camisa o rotatorio indirecto para reducir la temperatura del núcleo por debajo de 40 grados Celsius antes de transportarlo a las estaciones de peletización o silos de almacenamiento. Además, el manejo de polvo biosólido seco se rige estrictamente por NFPA 652 (Norma sobre los fundamentos del polvo combustible) y NFPA 855. Todos los transportadores cerrados, silos de almacenamiento y estaciones de embolsado deben contar con paneles de ventilación de alivio de explosiones, sistemas de detección de chispas y circuitos de inertización de nitrógeno o gas recirculado con bajo contenido de oxígeno para evitar explosiones de polvo.
La evaluación económica requiere una matriz clara de gastos de capital (CAPEX) y gastos operativos (OPEX). Para una instalación municipal estándar de 50 toneladas húmedas por día, el CAPEX oscila entre 3,5 y 5,5 millones de dólares estadounidenses, e incluye el tambor secador, mejoras previas al drenaje, circuitos de retromezclado, trenes de tratamiento de aire y sistemas de control automatizados. El OPEX está dominado por los costos de energía térmica (normalmente entre el 45% y el 55% de los gastos operativos totales), seguido de la energía eléctrica (entre el 15% y el 20%), los componentes de desgaste de mantenimiento (15%) y los consumibles de polímeros. Las estrategias de mantenimiento mecánico deben priorizar los componentes de alto desgaste: los sellos mecánicos de grafito o carbono del tambor principal deben inspeccionarse trimestralmente y reemplazarse cada 12.000 a 18.000 horas de funcionamiento; los elevadores internos de entrada y los revestimientos de desgaste requieren soldadura de revestimiento duro o reemplazo cada 24 000 horas debido a la abrasividad del lodo; y los cojinetes del muñón principal requieren una lubricación automatizada continua para evitar una fatiga catastrófica prematura.
Antes del despliegue de capital a gran escala, los equipos de ingeniería deben ejecutar un programa de prueba piloto estructurado. Un riguroso protocolo piloto de 5 a 10 días utilizando un secador rotatorio móvil de 200 kilogramos por hora es esencial para mapear las características específicas del lodo. La matriz integral de pruebas y muestreo previo a la puesta en servicio debe seguir exactamente los parámetros que se describen a continuación:
| Parámetro de prueba | Referencia del método analítico | Propósito de ingeniería / Métrica de diseño procesable |
|---|---|---|
| Sólidos totales y sólidos volátiles | Método EPA 1684 / SM 2540G | Establece el equilibrio de masa exacto y calcula la carga orgánica volátil neta. |
| Zona de fase pegajosa de lodos | Perfil de par reológico | Identifica los límites precisos de humedad para programar la proporción de reciclaje de retromezcla. |
| Coliformes fecales / Salmonella | Cumplimiento de la norma EPA Parte 503 | Verifica la eficiencia de destrucción de patógenos para garantizar la certificación de biosólidos Clase A. |
| COV del escape y olores especiados | Método EPA 25A / ASTM E679 | Dimensiona el oxidador térmico o el sistema de lavado químico húmedo según los permisos del aire local. |
| Temperatura de fusión de cenizas | Norma ASTM D1857 | Determina el potencial de formación de escoria si el biosólido seco se utiliza como fuente de combustible. |
La implementación de un sistema de secado térmico optimizado requiere un equilibrio preciso entre la termodinámica, la ingeniería mecánica y el cumplimiento medioambiental. Los equipos estándar rara vez ofrecen la eficiencia necesaria para manejar matrices complejas de lodos municipales e industriales de forma segura. Para ayudar a su equipo de ingeniería a navegar por las fases iniciales de diseño, nuestro departamento técnico proporciona un estimador de tamaño y energía de secado de lodos gratuito y basado en la nube. Esta herramienta de ingeniería utiliza sus entradas operativas específicas para generar un balance de masa preliminar, dimensiones de referencia del tambor y requisitos de servicios públicos estimados en cuestión de minutos.
Para obtener un perfil de activos de capital personalizado o programar una evaluación integral a escala piloto en sus instalaciones, comuníquese hoy con nuestro grupo de ingeniería de aplicaciones. Al iniciar su consulta, asegúrese de que su equipo de proyecto haya recopilado los siguientes criterios de entrada principales para acelerar la evaluación de ingeniería:
Programe una conferencia telefónica técnica con nuestros ingenieros de procesos senior para obtener un análisis integral de CAPEX, OPEX y retorno de la inversión (ROI) localizado personalizado según los parámetros operativos únicos de su instalación.


+86-571-88647609

+ 86-15267462807
