

 English
English
 عربى
عربى
 Español
Español


×
Palabras clave
Obtener la contraseña
Introduzca la contraseña para descargar el contenido relevante.
Presentación
 +86-15267462807
+86-15267462807
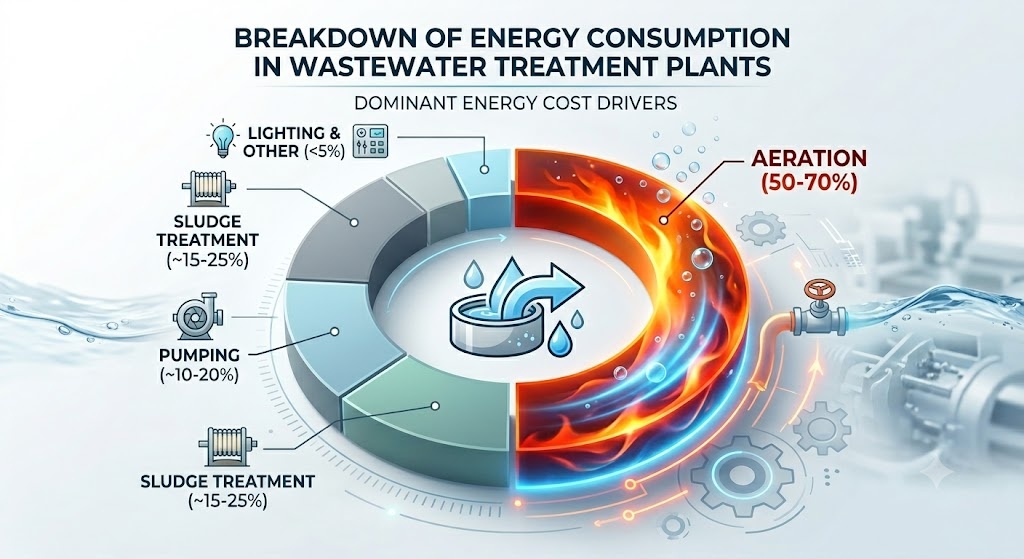
Respuesta directa: La aireación consume entre el 50% y el 70% de la energía total en una planta de tratamiento de aguas residuales. La métrica de eficiencia principal es la eficiencia de aireación estándar (SAE), medida en kgO₂/kWh: cuánto oxígeno suministra su sistema por unidad de energía. Un sistema difusor de burbuja fina bien diseñado alcanza entre 2,5 y 5,0 kgO₂/kWh. La mayoría de las plantas en funcionamiento no alcanzan esta cifra de 1,5 a 2,5 kgO₂/kWh debido a difusores obstruidos, ventiladores de gran tamaño que funcionan a carga parcial, puntos de ajuste de OD fijos que ignoran la variación de la carga diurna y la falta de control VFD. Una auditoría energética identifica exactamente cuál de estos cuesta más, y la EPA de EE. UU. ha documentado que un sistema de control de aireación diseñado adecuadamente por sí solo reduce la energía de aireación entre un 25% y un 40%.
Si bien los sistemas de aireación solo representan entre el 2% y el 5% de los costos de construcción, consumen hasta el 80% de la energía de la planta. Incluso con la cifra conservadora del 50%, las cifras son sustanciales:
| Tamaño de planta | Energía total típica | Cuota de aireación (60%) | A 0,10 $/kWh |
|---|---|---|---|
| 1.000 m³/día | ~150.000 kWh/año | ~90.000 kWh/año | ~$9,000/año |
| 10.000 m³/día | ~1.500.000 kWh/año | ~900.000 kWh/año | ~$90,000/año |
| 50.000 m³/día | ~7.500.000 kWh/año | ~4.500.000 kWh/año | ~$450,000/año |
| 100.000 m³/día | ~15.000.000 kWh/año | ~9.000.000 kWh/año | ~$900,000/año |
Una mejora del 20% en la eficiencia de la aireación en una planta de 50.000 m³/día ahorra 90.000 dólares al año. Cada año. Sin comprometer el proceso; de hecho, con un mejor rendimiento biológico.
El marco de auditoría a continuación identifica dónde se esconden esos ahorros.
Antes de auditar algo, debes hablar el mismo idioma que tu equipo. Cuatro métricas definen el rendimiento del sistema de aireación:
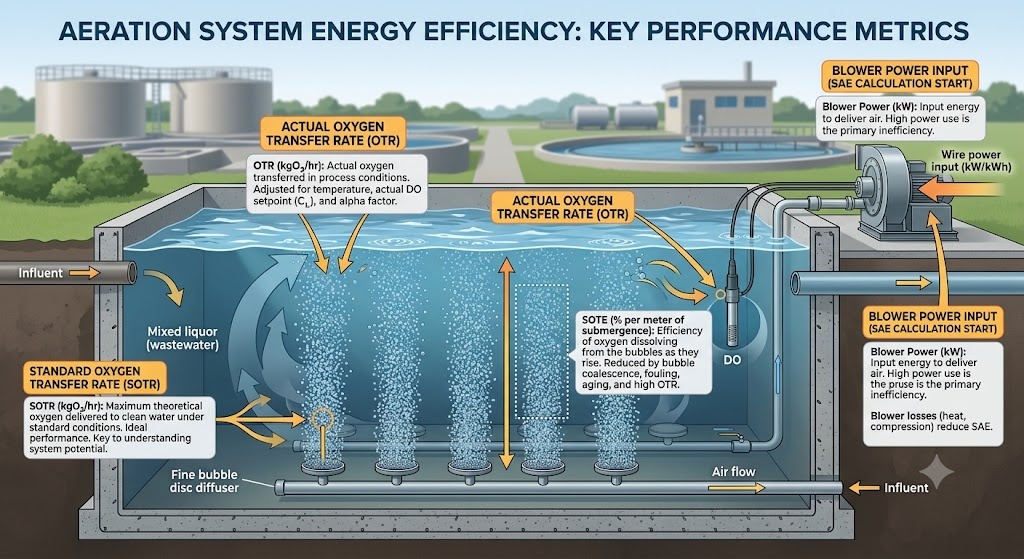
SOTR: Tasa de transferencia de oxígeno estándar
La masa de oxígeno transferida por hora en condiciones estándar (agua limpia, 20°C, cero OD, nivel del mar). Unidades: kgO₂/h. Esta es la clasificación de laboratorio del fabricante para un difusor o aireador.
SOTE: Eficiencia de transferencia de oxígeno estándar
La fracción de oxígeno en el aire suministrado que realmente se disuelve en el agua, en condiciones estándar. Expresado como % por metro de inmersión o como % total del sistema.
SOTE (%) = (O₂ disuelto / O₂ suministrado) x 100
Difusores de disco de burbuja fina: 6–8% SOTE por metro de inmersión
Difusores de burbuja gruesa: 3–4% SOTE por metro
Aireadores mecánicos de superficie: no dependen de la profundidad; expresado como SOTE total
OTR: Tasa de transferencia de oxígeno real (campo)
SOTR corregido para condiciones reales del proceso: temperatura del agua residual, concentración real de OD y factor alfa. Esto es lo que realmente ofrecen sus difusores en el tanque.
OTR = SOTR x alfa x (beta x C_s,T - C_L) / C_s,20 x theta^(T-20)
donde:
SAE: eficiencia de aireación estándar
El número más útil para una auditoría energética. SAE combina la transferencia de oxígeno y el consumo de energía en una métrica comparable.
SAE (kgO₂/kWh) = SOTR (kgO₂/hr) / Entrada de alimentación del cable al soplador (kW)
La inversa (kWh/kgO₂) es igualmente válida y más intuitiva para el cálculo de costes:
Energía específica (kWh/kgO₂) = 1 / SAE
Puntos de referencia SAE por tecnología:
| Tecnología de aireación | SAE (kgO₂/kWh) | Energía específica (kWh/kgO₂) |
|---|---|---|
| Difusor de disco/tubo/placa de burbuja fina (optimizado) | 2,5–5,0 | 0,20–0,40 |
| Difusor de disco de burbuja fina (funcionamiento típico) | 1,8–3,5 | 0,29–0,56 |
| Difusor de burbuja gruesa | 1,2–2,0 | 0,50–0,83 |
| Aireador mecánico de superficie (baja velocidad) | 1,2–2,5 | 0,40–0,83 |
| Aireador mecánico de superficie (alta velocidad) | 0,8–1,5 | 0,67–1,25 |
| aireador de chorro | 1,0–2,0 | 0,50–1,00 |
| Aireación de pozo profundo (>15 m) | 3,5–6,0 | 0,17–0,29 |
Si el SAE calculado de su planta es inferior a 1,8 kgO₂/kWh para un sistema de burbuja fina, tiene un problema de rendimiento recuperable: probablemente difusores sucios, aireación excesiva o funcionamiento ineficiente del ventilador.
No puedes auditar lo que no has medido. La mayoría de las plantas pueden calcular un SAE aproximado a partir de la instrumentación existente sin ningún equipo de prueba especializado.
Lo que necesitas:
Estimar la demanda diaria de oxígeno (AOR - Requerimiento real de oxígeno):
AOR (kgO₂/día) = (demanda de oxígeno para eliminación de DBO) (demanda de oxígeno para nitrificación) - (crédito de desnitrificación)
Eliminación de DBO: ~1,0–1,2 kgO₂ por kg de DBO eliminado (1,0 para eliminación simple de DBO; 1,2 para sistemas combinados de nitrificación de DBO)
Nitrificación: 4,57 kgO₂ por kg de NH₄-N oxidado
Crédito de desnitrificación: 2,86 kgO₂ recuperados por kg NO₃-N reducido (si hay zonas anóxicas, restar esto)
Ejemplo: planta municipal de 10.000 m³/día:
Calcular campo SAE:
Convierta a SOTR para comparar el equivalente en agua limpia:
SOTR = AOR / (alfa × factor de corrección) ≈ AOR / (0,6 × 0,5) = AOR / 0,30
SOTR = 138 / 0,30 = 460 kgO₂/h
Estándar SAE = 460 / 191 = 2,41 kgO₂/kWh
Esto está cerca del extremo inferior del rango aceptable para sistemas de burbujas finas; vale la pena investigarlo.
Las pruebas de gases residuales miden SOTE directamente en las condiciones del proceso capturando el gas que sale de la superficie del agua en una campana flotante y analizando su contenido de oxígeno. Este es el método más preciso para determinar el rendimiento real del difusor.
Equipo necesario: campana colectora de gas flotante, analizador de gas (O₂ y CO₂), medidor de flujo de aire en el ventilador.
SOTE (%) = (entrada de O₂ - salida de O₂) / entrada de O₂ × 100
donde entrada de O₂ = flujo de aire × 0,2095 (fracción de O₂ del aire) y salida de O₂ = concentración de O₂ medida en los gases de escape recogidos × caudal total de gases de escape.
Las pruebas de gases residuales son el estándar de oro para la validación posterior a la limpieza o a la modernización: muestran directamente si el mantenimiento o reemplazo del difusor ha mejorado el rendimiento. Requiere equipo especializado y normalmente lo lleva a cabo un equipo de especialistas.
La eficiencia del soplador determina cuánta energía eléctrica llega realmente a la corriente de aire. Un soplador que entrega el 85% de su potencia nominal debido a su antigüedad, suciedad en el filtro de entrada o funcionamiento a carga parcial desperdicia el resto en forma de calor.
Ecuación de potencia isotérmica para la evaluación de la eficiencia del soplador:
Potencia isotérmica teórica (kW) = Q_aire × P_entrada × ln(P_salida / P_entrada) / eficiencia
donde:
Puntos de referencia de eficiencia del soplador:
| Tipo de soplador | Eficiencia isentrópica máxima | Eficiencia de campo típica | Eficiencia de carga parcial (50% de flujo) |
|---|---|---|---|
| Raíces trilobuladas (sin VFD) | 55-65% | 50–60% | 35–45% |
| Raíces trilobuladas (con VFD) | 55-65% | 55–62% | 50–58% |
| Tornillo giratorio (con VFD) | 65–75% | 62–70% | 60–68% |
| Centrífuga multietapa | 65–72% | 60–68% | 45-55 % (riesgo de aumento repentino) |
| Turbo de alta velocidad (transmisión directa) | 72–82% | 70–78% | 65–75% |
El problema de eficiencia más común en el campo: sopladores funcionando al 40-60% del flujo de diseño continuamente porque el sistema de aireación fue diseñado para condiciones de flujo máximo que rara vez ocurren. Con un flujo del 50 %, un soplador de raíces pierde entre 15 y 25 puntos porcentuales de eficiencia en comparación con su pico, desperdiciando una fracción significativa de cada kWh consumido.
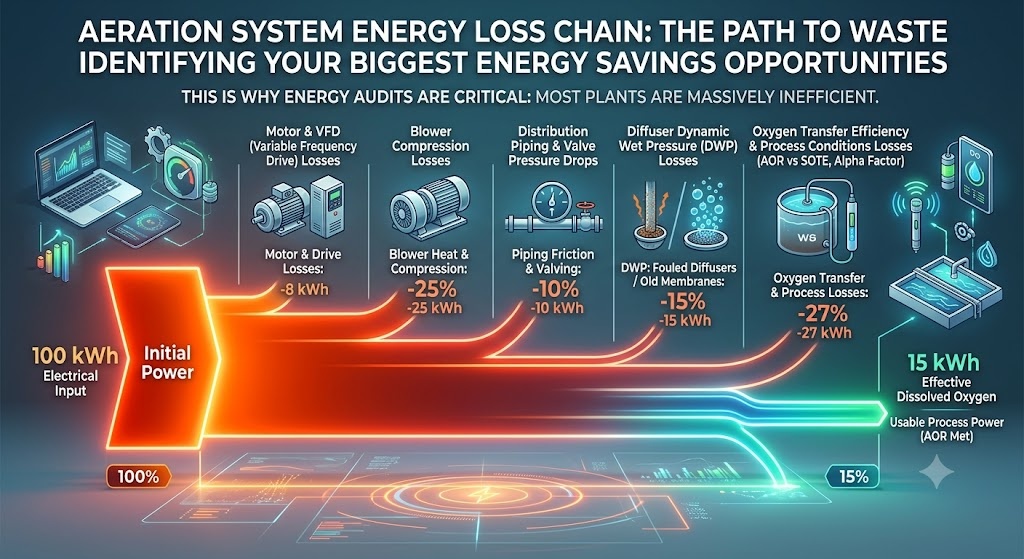
Cada sistema de aireación tiene cuatro lugares donde se pierde energía entre el medidor eléctrico y el oxígeno disuelto en el tanque. Cuantificar cada pérdida identifica dónde intervenir.
La cadena de pérdida de energía:
Entrada eléctrica → Pérdidas del motor del ventilador → Pérdidas de compresión del ventilador → Pérdidas de distribución de tubería/válvula → Pérdidas de DWP del difusor → Pérdidas de transferencia de oxígeno
| etapa de perdida | Magnitud típica | causa | verificación de auditoría |
|---|---|---|---|
| Pérdidas eléctricas del motor. | 3–8% | Envejecimiento del motor, carga parcial. | Mida el factor de potencia del motor y el consumo de corriente. |
| Pérdidas por compresión del soplador | 20–35% | Tipo de soplador, operating point | Compare la energía isotérmica real versus la teórica |
| Pérdidas de tuberías y válvulas. | 5-15% | Tubería de tamaño insuficiente, válvulas sucias, válvulas de control de exceso | Caída de presión en el sistema de distribución |
| Pérdidas DWP del difusor | 5-25% | Ensuciamiento, envejecimiento, flujo excesivo o insuficiente | Medición de DWP (ver artículo de DWP) |
| Pérdidas por transferencia de oxígeno. | 30–60% | Factor alfa, punto de ajuste de OD, tamaño de burbuja | Prueba de gases de escape o estimación SOTE |
El efecto combinado: por cada 100 kWh consumidos por el motor del ventilador, normalmente sólo entre 15 y 35 kWh terminan como oxígeno disuelto en el licor mezclado.
La mayoría de las plantas fueron diseñadas para cargas máximas diarias/estacionales. La carga promedio real suele ser del 40 al 70 % del pico. Un soplador que funciona a velocidad fija para satisfacer la demanda máxima funciona con una carga parcial ineficiente durante la mayor parte de su vida útil.
Los variadores de frecuencia (VFD) permiten que la velocidad del ventilador rastree la demanda real de oxígeno. Los sopladores de desplazamiento positivo de tres lóbulos con VFD para control de velocidad ofrecen una reducción del 60 al 70 %, lo que permite una gran flexibilidad operativa.
Ahorro de energía gracias al VFD: entre el 15% y el 30% de la energía del ventilador en plantas típicas. Recuperación de la inversión: 2 a 4 años dependiendo de la tarifa eléctrica y la variación de la carga.
El VFD es más eficaz cuando: la carga varía significativamente (variación diurna > 2:1), se instalan varios ventiladores, los ventiladores actuales funcionan a >70% de velocidad continuamente.
El VFD es menos eficaz cuando: Los sopladores ya funcionan a una velocidad del 95 al 100% la mayor parte del tiempo (planta con capacidad limitada), o cuando un soplador de raíces ya está acelerado al mínimo.
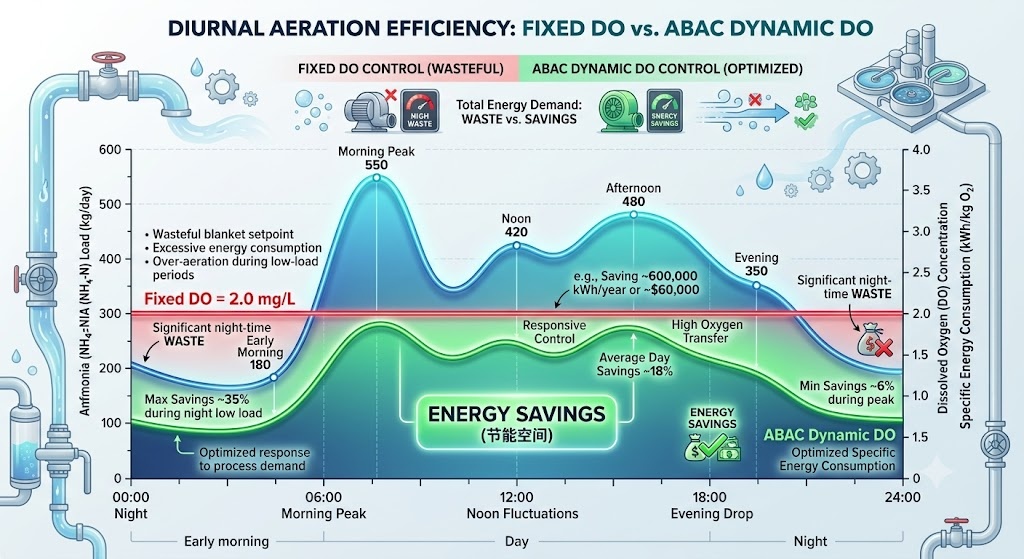
La mayoría de las plantas funcionan con un punto de ajuste de OD de 2,0 mg/L en todo el depósito de aireación, una cifra general que cubre las peores condiciones. En condiciones de carga promedio, esto significa una sobreaireación crónica.
Reducir el punto de ajuste de OD de 2,0 mg/L a 1,5 mg/L (todavía suficiente para la nitrificación a temperaturas normales) normalmente reduce la demanda de aire entre un 10% y un 20%. Esta es la intervención de menor costo disponible, que a menudo se puede lograr reprogramando el PLC sin ningún gasto de capital.
Importante: La reducción del punto de ajuste de OD debe ir acompañada de una calibración confiable del sensor de OD. La desviación en los sensores de OD es común y hace que el OD real sea inferior al valor mostrado; reducir el punto de ajuste sin recalibrar los sensores corre el riesgo de alterar el proceso.
El control de OD estándar mantiene una concentración fija de OD independientemente de la demanda biológica real. ABAC va un nivel más allá: mide la concentración de amoníaco del efluente y ajusta dinámicamente el punto de ajuste de OD en función de si la nitrificación está completa.
Debido a que OTE mejora a concentraciones más bajas de OD, hay ahorros de energía disponibles al mantener la concentración mínima de OD que cumpla con los objetivos del proceso. Los sistemas ABAC aprovechan la influencia del OD tanto en la OTE como en la tasa de conversión biológica del amoníaco.
En la práctica: por la noche, cuando la carga de amoníaco es baja, ABAC permite que la OD baje a 0,8-1,2 mg/L y aun así se alcance la nitrificación completa. Durante la carga máxima de la mañana, aumenta la OD a 2,5-3,0 mg/L antes de que se abra paso el amoníaco. Esta respuesta dinámica es imposible con un punto de ajuste de OD fijo.
Un estudio de caso publicado por Envirosim demostró que en una planta de lodos activados nitrificantes, el control manual de OD resultó en oscilaciones de OD de 0,5 a 3,5 mg/L y 590 kWh/MGD de energía del ventilador. El control convencional de OD redujo esto en sólo un 3%. ABAC redujo significativamente la demanda de energía al reducir el rango operativo de OD al mínimo requerido para una nitrificación completa en todas las condiciones de carga.
Las tecnologías de control avanzadas, incluido MPC integrado con IA y aprendizaje automático, pueden reducir el uso de energía entre un 30 % y un 40 % y mejorar los niveles de OD entre un 35 % y un 40 % en comparación con la operación manual.
Requisitos de implementación ABAC: sensor de amoníaco (electrodo selectivo de iones o analizador en línea) cerca del extremo del efluente del depósito de aireación; Sensores de OD en cada zona de control; integración SCADA; Sopladores VFD para capacidad de respuesta.
Los difusores sucios producen burbujas más grandes con menor SOTE y aumentan el DWP, lo que significa que el soplador debe trabajar más para empujar el mismo aire. El efecto combinado de los difusores sucios a DWP = 100 mbar frente a DWP = 20 mbar es un aumento del 15 al 25 % en la energía por unidad de oxígeno transferida.
La Agencia de Protección Ambiental de los Estados Unidos ha informado que la implementación de un sistema de control de aireación diseñado adecuadamente reduce la energía de aireación entre un 25 y un 40 por ciento. Pero este ahorro sólo se puede lograr cuando los difusores están limpios: un sistema de difusor sucio anula los beneficios del control avanzado.
Orden de prioridad de mantenimiento de los difusores:
Consulte el artículo de DWP para conocer el marco completo de decisiones de mantenimiento.
Si la planta se construyó con sopladores de raíces de tres lóbulos que funcionan por encima de una contrapresión de 0,5 bar (como lo hacen muchas plantas, ya que los sopladores de raíces fueron la tecnología predeterminada durante décadas), reemplazarlos con turbosopladores de alta velocidad o sopladores de tornillo rotativo ofrece ganancias de eficiencia significativas.
| Actualización del soplador | Ganancia máxima de eficiencia | Ahorro de energía (indicativo) | venganza |
|---|---|---|---|
| Raíces → Tornillo giratorio (misma presión) | 10 a 15 puntos porcentuales | 15-20% | 4 a 7 años |
| Raíces → Turbo de alta velocidad | 15 a 25 puntos porcentuales | 20-30% | 5 a 9 años |
| Centrífuga multietapa → Turbo | 8 a 15 puntos porcentuales | 10-20% | 5 a 8 años |
| Agregue VFD al soplador de tornillo existente | 8–15 % con carga parcial | 10-20% | 2 a 4 años |
El reemplazo del soplador es la intervención con mayor costo de capital, pero ofrece los ahorros más duraderos: las ganancias de eficiencia son independientes del comportamiento del operador y no se degradan sin una falla mecánica importante.
Una auditoría energética de aireación completa ofrece una matriz de ahorro: cada oportunidad cuantificada en kWh/año y $/año, con un costo de implementación estimado y un período de recuperación simple.
Ejemplo de resultado de auditoría: planta municipal de 10 000 m³/día, carga de soplador de 191 kW, electricidad de 0,10 $/kWh:
| Oportunidad | Ahorro de energía | Ahorro anual | Costo de implementación | Recuperación sencilla |
|---|---|---|---|---|
| Punto de ajuste de OD 2,0 → 1,5 mg/L (reprogramación del PLC) | 15% | $25,000 | $2,000 | 1 mes |
| Limpieza por explosión del difusor limpieza con ácido | 12% | $20,000 | $5,000 | 3 meses |
| VFD en soplador de plomo | 18% | $30,000 | $40,000 | 16 meses |
| Implementación ABAC | 20% | $33,000 | $80,000 | 29 meses |
| Reemplazo del soplador (raíces → turbo) | 25% | $42,000 | $250,000 | 71 meses |
Nota: los ahorros no son totalmente aditivos: la reducción del punto de ajuste de DO y ABAC abordan problemas superpuestos. Ahorro realista combinado de las cinco medidas: 35-50% de la energía de aireación de referencia, y la mayor parte del ahorro se puede lograr en 3 años solo con las tres primeras medidas.
Las EDAR pequeñas se benefician de los métodos de control de encendido/apagado y PID, lo que resulta en un ahorro de energía del 10 al 25 % y reducciones del nivel de OD del 5 al 30 %. El control en cascada y el control predictivo de modelos mejoran la eficiencia energética entre un 15% y un 30% en las EDAR de tamaño mediano. Las EDAR avanzadas que utilizan MPC integrado con inteligencia artificial y aprendizaje automático pueden reducir el uso de energía entre un 30% y un 40%.
| Tamaño de planta | Estrategia de control adecuada | Ahorro de energía realista |
|---|---|---|
| < 1.000 m³/día | Ajuste manual de OD del ventilador de encendido/apagado | 5-15% |
| 1.000–5.000 m³/día | PID DO control VFD | 15-25% |
| 5.000–20.000 m³/día | Control de OD en cascada ABAC VFD | 20–35% |
| > 20.000 m³/día | Coordinación multisoplador MPC ABAC | 25-40% |
| > 50.000 m³/día | Instrumentación completa de predicción de carga MPC AI/ML | 30–45% |
Uno de los ahorros energéticos que más frecuentemente se pasa por alto en plantas con zonas anóxicas. Durante la desnitrificación, las bacterias utilizan NO₃ como aceptor de electrones en lugar de O₂, recuperando eficazmente oxígeno de la molécula de nitrato.
Crédito de oxígeno = 2,86 kgO₂ por kg NO₃-N reducido
Para una planta que desnitrifica 15 mg/L NO₃ de un caudal de 10.000 m³/día:
A SAE = 2,5 kgO₂/kWh, este crédito vale: 429 / 2,5 = 172 kWh/día = $6200/año
Las plantas que tienen zonas anóxicas pero no tienen en cuenta el crédito de desnitrificación en su lógica de control de sopladores están sobreaireando y desperdiciando energía equivalente a este crédito todos los días.
Ejecute esta lista de verificación antes de encargar una auditoría completa; identifica las tres victorias rápidas más comunes:
1. Lea la presión de descarga del soplador y calcule el DWP
2. Verifique el punto de operación del soplador versus la curva de diseño
3. Lea el DO promedio de las tendencias SCADA (últimos 7 días)
4. Compare la potencia real del ventilador con los requisitos teóricos.
5. Verifique la variación diurna en la potencia del ventilador.
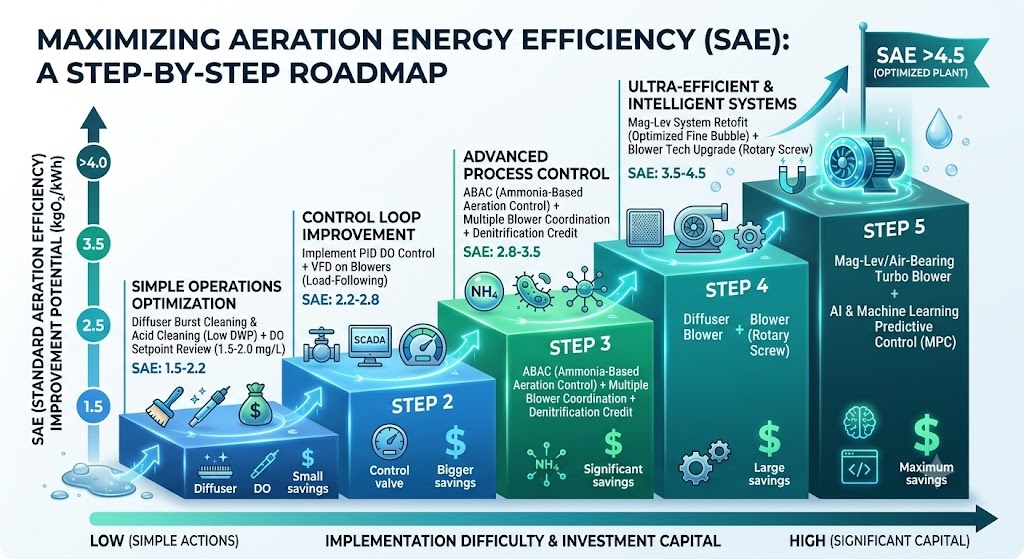
| SAE actual | Acción prioritaria | SAE esperado después de la acción |
|---|---|---|
| < 1,5 kgO₂/kWh | Revisión del punto de ajuste de OD de limpieza del difusor | 1,8–2,2 |
| 1,5–2,0 kgO₂/kWh | Agregar control VFD DO | 2.2–2.8 |
| 2,0–2,5 kgO₂/kWh | Agregue ABAC para optimizar la cobertura del difusor | 2,5–3,5 |
| 2,5–3,5 kgO₂/kWh | Actualización de la tecnología del soplador si tiene más de 10 años | 3,5–4,5 |
| > 3,5 kgO₂/kWh | Bien optimizado: céntrese en el mantenimiento del difusor | mantener |
Productos relacionados: Los difusores de disco de burbuja fina, los difusores de placa, los difusores de tubo y la manguera de aireación de Nihao respaldan las optimizaciones del lado del difusor descritas en este marco de auditoría. Mantener un DWP bajo mediante la selección de membranas de EPDM o silicona y una limpieza regular es la intervención con mayor retorno de la inversión y menor capital disponible para la mayoría de los operadores de plantas. Contacto [email protected] para apoyo en la evaluación del sistema difusor.


+86-571-88647609

+ 86-15267462807
