

 English
English
 عربى
عربى
 Español
Español


×
Palabras clave
Obtener la contraseña
Introduzca la contraseña para descargar el contenido relevante.
Presentación
 +86-15267462807
+86-15267462807
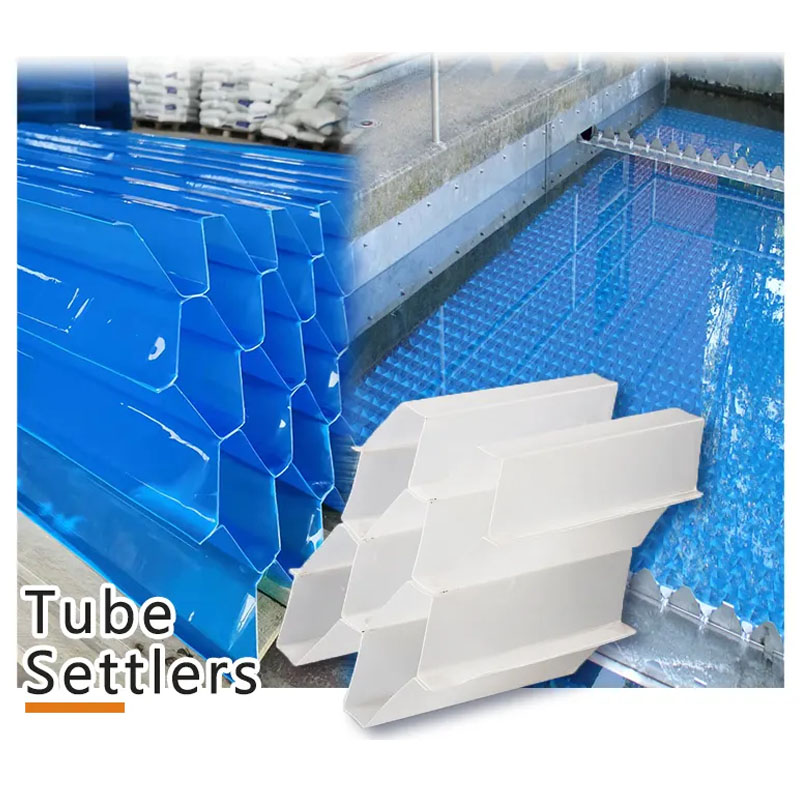
En el ámbito de la ingeniería de aguas residuales industriales y municipales, elegir la tecnología óptima de separación sólido-líquido es primodial. El proceso de selección depende de comprender cómo interactúan los mecanismos de separación física con su matriz de agua afluente específica, particularmente en lo que respecta a los sólidos suspendidos totales (TSS), la turbidez y la distribución del tamaño de las partículas (PSD). Los sedimentadores de tubos y los clarificadores de láminas se basan en una sedimentación impulsada por la gravedad mejorada por la teoría de sedimentación a poca profundidad, acortando drásticamente la distancia de caída vertical de las partículas. En marcado contraste, la flotación por aire disuelto (DAF) invierte esta dinámica al introducir microburbujas (de 20 a 50 μm de diámetro) que se adhieren a los flóculos, induciendo una flotabilidad positiva que los obliga a flotar rápidamente hacia la superficie.
Colonizador de tubo
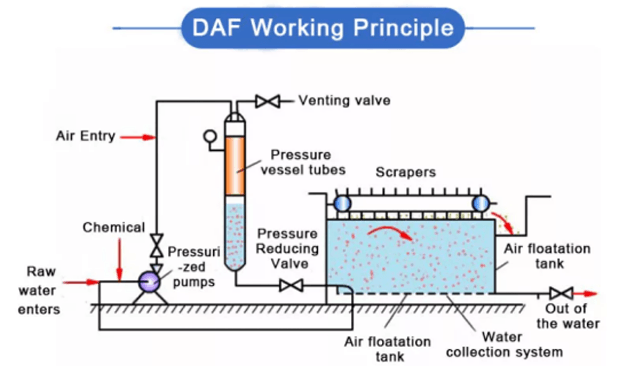
Cuando las aguas residuales sin tratar contienen concentraciones significativas de grasas, aceites y grasas (FOG) o aceites libres, los sistemas de sedimentación impulsados por gravedad enfrentan fallas sistémicas. Las partículas de aceite tienen una gravedad específica más baja que el agua y se adhieren agresivamente a las superficies de plástico o acero inoxidable de tubos y placas, provocando incrustaciones biológicas, incrustaciones intensas y cortocircuitos hidráulicos graves. Por lo tanto, para cualquier corriente con concentraciones de FOG que excedan 20 mg/L o que contengan lodos coloidales de baja densidad (por ejemplo, procesamiento de alimentos, mataderos y aplicaciones petroquímicas), DAF es la opción de proceso obligatoria .
Por el contrario, para corrientes inorgánicas pesadas (por ejemplo, relaves mineros, lavado de agregados y decapado de acero) caracterizadas por valores altos de TSS que van desde 500mg/L a más 3.000 mg/L , los sistemas DAF rápidamente se saturan. El inmenso volumen de espuma de flotación generada sobrecarga fácilmente los skimmers de superficie y el volumen de microburbujas requerido no puede igualar el flujo masivo de sólidos. Estos sólidos pesados y densos son ideales para clarificadores de láminas, donde las placas angulares de alta resistencia y las tolvas de cono profundo facilitan la consolidación continua del espesador por gravedad y la eliminación mecánica de lodos.
| Parámetro de rendimiento | Colonizador de tubo | Clarificador de láminas | Flotación por aire disuelto (DAF) |
|---|---|---|---|
| Eficiencia típica de eliminación de TSS | 80% – 90% | 85% – 95% | 90% – 98% |
| Límite de turbidez del efluente (optimizado) | 2 – 5 NTU (Requiere filtración) | 1 – 3 UNT | < 1 NTU (Excelente para coloides ligeros) |
| Compatibilidad con niebla y aceite libre | Pobre (incrustaciones, riesgo de algas) | Deficiente (Requiere análisis especializado) | Excelente (>95% de eliminación directa) |
| Resiliencia a cargas de impacto (sólidos) | Moderado (propenso a lodos locales) | Alto (Ayudado por una tolva de lodos de cono profundo) | Bajo (Requiere ajuste de reciclaje inmediato) |
| Viabilidad de cumplimiento de EE. UU. (NPDES) | Estabiliza los límites del tratamiento secundario. | Ideal para pretratamiento terciario/avanzado | Máximo cumplimiento de límites categóricos específicos de la industria |
Según el Sistema Nacional de Eliminación de Descargas Contaminantes (NPDES) de los Estados Unidos, las instalaciones industriales y las plantas municipales enfrentan estrictas limitaciones numéricas de efluentes para TSS y parámetros específicos del sector (como las pautas de efluentes de la EPA para productos cárnicos y avícolas). Para cumplir con los estrictos estándares de cumplimiento terciario a continuación 10 mg/L , los sistemas de gravedad a menudo requieren un tamaño ultraconservador y dependen en gran medida de filtros de arena o multimedia aguas abajo. El DAF, cuando se combina con coagulación y floculación química avanzada, puede eliminar simultáneamente el fósforo total (TP) hasta 0,1 - 0,3 mg/L al levantar sólidos ligados de baja densidad, lo que permite a las instalaciones industriales evitar la compleja filtración de múltiples etapas y lograr directamente el cumplimiento de la descarga directa.
El diseño de ingeniería se centra en optimizar las huellas hidráulicas y reducir los costos de ingeniería civil. Los diseños de sedimentación por gravedad se adhieren a la teoría de sedimentación a poca profundidad de Hazzen, que establece que la eficiencia de la clarificación depende estrictamente del área de sedimentación y es independiente de la profundidad. Por lo tanto, la introducción de tubos o placas inclinados expande el "área de superficie horizontal equivalente" dentro de una huella geométrica altamente comprimida.
Para un clarificador de laminillas, el objetivo de ingeniería es traducir la superficie física de la placa inclinada en un área de clarificación horizontal efectiva. La ecuación clásica para calcular el área efectiva total de sedimentación es:
donde A eff representa el área efectiva total de sedimentación ( m² or pies² ); N es el número de placas individuales; A p es el área de superficie de una sola placa; θ es el ángulo de inclinación con respecto a la llanura horizontal (estrictamente restringido a 55° - 60° en la práctica de la ingeniería para garantizar un deslizamiento confiable y autolimpiante de los sólidos); y η es el factor de eficiencia hidráulica (normalmente oscila entre 0,65 - 0,85 para compensar la turbulencia de entrada/salida y la distribución no uniforme del flujo).
La Tasa de Desbordamiento Superficial (SOR) o Tasa de Carga Hidráulica (HLR) se define posteriormente como:
donde Q es el caudal máximo de diseño. Los límites operativos de estas tres tecnologías muestran grandes diferencias en la capacidad de rendimiento:
| Métrica de diseño | Colonizador de tubo | Clarificador de láminas | Flotación por aire disuelto (DAF) |
|---|---|---|---|
| Diseño típico SOR / HLR | 0,5 – 1,2 gpm/pie² (1,2 – 3,0 m/h) | 0,6 – 1,5 gpm/pie² (1,5 – 3,7 m/h) | 2,5 – 6,0 gpm/pie² (6,0 – 15,0 m/h) |
| Huella física por 1000 gpm | ~ 800 – 1200 pies² (Dentro del lavabo modernizado) | ~ 300 – 500 pies² (Tanque de acero modular independiente) | ~ 120 – 200 pies² (Sistema compacto de alta velocidad) |
| Régimen de fluidos (números de Reynolds / Froude) | Re < 500, Fr > 10⁻⁵ (Zona laminar estable) | Re < 300, Fr > 10⁻⁴ (Flujo laminar altamente optimizado) | No laminar; micromezcla turbulenta multifásica |
Para las instalaciones existentes bajo presión para ampliar su capacidad, Los sedimentadores tubulares representan la solución de modernización más rentable . Los clarificadores circulares o rectangulares tradicionales suelen funcionar con tasas de carga hidráulica bajas (0,3 a 0,5 gpm/pie²). Los módulos suspendidos de instalación de tubos de PVC o ABS se pueden instalar en geometrías de cuencas civiles existentes. duplicar o triplicar la capacidad de tratamiento sin abrir nuevos caminos. Esta mejora requiere un tiempo de inactividad mínimo (normalmente requiere solo de 3 a 5 días de drenaje de la cuenca para el anclaje de la estructura de soporte), lo que genera un riesgo de capital excepcionalmente bajo.
Cuando no existe una infraestructura de cuenca abierta y el espacio de las plantas está estrictamente restringido, paquetes de láminas independientes prefabricados or unidades DAF montadas sobre patines convertirse en las opciones preferidas. Al operar a velocidades hidráulicas de 4 a 5 veces mayores que la gravedad, un sistema DAF compacto requiere aproximadamente el 20% del área de terreno de un clarificador convencional y se adapta fácilmente a espacios mecánicos interiores estrechos o ubicaciones en el borde de la propiedad.
Una evaluación económica integral debe mirar más allá de los costos de adquisición iniciales y modelar los costos del ciclo de vida (LCC) durante un horizonte operativo estándar de 20 años. Los gastos operativos (OPEX) impulsados por el consumo de energía y los productos químicos con frecuencia superan los ahorros de capital iniciales.
El siguiente modelo financiero describe distribuciones de gastos típicas para un país normalizado. 1 MGD (millones de galones por día) capacidad de la planta, escalada para cumplir con las prácticas estándar de estimación presupuestaria de la AACE:
| Métrica Económica | Colonizador de tubo | Clarificador de láminas | Flotación por aire disuelto (DAF) |
|---|---|---|---|
| CAPEX estimado (Equipos Civiles Básicos) | $150,000 – $300,000 (Aprovechando las cuencas existentes) | $350,000 – $650,000 (Unidades independientes de acero inoxidable/revestido) | $450,000 – $850,000 (Incluye patín integrado de saturación de aire) |
| Demanda de energía específica (kWh / 1000 gal) | < 0,02 kWh/kgal (Raspador impulsado por gravedad o de baja potencia) | < 0,03 kWh/kgal (Consumo de energía casi nulo) | 0,15 – 0,35 kWh/kgal (Bomba y compresor de reciclaje continuo) |
| Regímenes de dosificación de coagulantes/floculantes | Alumbre: 20-50 mg/L PAM: 0,5-1,5 mg/L | Alumbre: 15-40 mg/L PAM: 0,5-1,0 mg/L | Alumbre: 30-80 mg/L (alta demanda de carga) PAM: 1,0-3,0 mg/L |
| Consistencia de lodos y carga de costos de deshidratación | 0,5% – 1,5% DS Lodos finos y de gran volumen; alto costo de deshidratación | 1,0% – 2,5% DS Lodos compactados; menor carga de procesamiento mecánico | 3,0% – 5,0% DS Pastel altamente concentrado; se necesita un engrosamiento mínimo |
Los estudios de viabilidad deberían utilizar un análisis de sensibilidad de dos parámetros que mapee las relaciones de flujo pico a promedio frente a los picos de sólidos afluentes. Si la relación de flujo pico a promedio excede 2,0, los sistemas DAF requieren unidades de frecuencia variable (VFD) en las líneas de reciclaje para ajustar las tasas de entrega de aire. Los clarificadores de laminillas deben tener un tamaño físico para flujos instantáneos máximos absolutos, lo que aumenta el peso estructural del acero. Para gestionar los costos de los productos químicos, las plantas pueden implementar pruebas de frascos en línea y medidores de potencial zeta anticipados para automatizar la dosificación de polímeros, evitando la sobredosis de productos químicos y garantizando al mismo tiempo un estricto cumplimiento normativo.
El rendimiento a largo plazo de los sistemas de separación sólido-líquido depende directamente de protocolos rigurosos de operaciones y mantenimiento (O&M) en el campo.
Los sistemas de tubos y láminas accionados por gravedad requieren un monitoreo constante para Previene la bioincrustación y los puentes de sólidos localizados. . Se debe programar una limpieza periódica de los conjuntos de tubos sedimentadores y placas de láminas. Cada 3 a 6 meses, los recipientes deben drenarse para que los operadores puedan lavar los módulos con pistolas rociadoras de alta presión (1000 a 1200 psi, en ángulo precisamente paralelo al paso de las placas para evitar daños a los plásticos livianos). Para instalaciones al aire libre expuestas a la luz solar, los operadores deben dosificar alguicidas o instalar cubiertas que bloqueen los rayos UV para evitar que el crecimiento intenso de algas ensucie los lavaderos de efluentes.
Las operaciones de DAF dependen de la gestión de equipos mecánicos y del control de fluidos multifase. Los operadores deben realizar controles diarios de las presiones de saturación (manteniendo un rango de 60 a 80 psi), monitorear la uniformidad de las nubes de microburbujas, inspeccionar las válvulas de liberación de aire en busca de incrustaciones o bloqueos de partículas y modular las velocidades del skimmer. Los skimmers deben equilibrar el raspado lo suficientemente rápido para evitar que la espuma se hunda con el raspado lo suficientemente lento para evitar mezclar el exceso de agua con el lodo. Esto requiere operadores capacitados en controles de procesos automatizados y sistemas neumáticos.
Las pruebas de frascos de laboratorio estándar proporcionan datos químicos básicos útiles, pero No se puede predecir con precisión el rendimiento hidráulico a gran escala. . El diseño de grandes sistemas industriales requiere pruebas piloto de flujo continuo in situ. Las plantas piloto deben tener un tamaño de 5 a 20 gpm y funcionar durante 2 a 4 semanas para capturar ciclos completos de producción y limpieza in situ (CIP). Los ingenieros deben priorizar dos métricas de ampliación:
Durante las pruebas finales de verificación del rendimiento, los contratistas de EPC y los ingenieros de instalaciones deben evaluar los sistemas con respecto a esta matriz de puesta en servicio de 72 horas:
| Métrica de puesta en servicio | Protocolo de seguimiento | Criterios de aprobación del sistema de gravedad | Criterios de aprobación del sistema DAF |
|---|---|---|---|
| Capacidad de estrés hidráulico | Seguimiento continuo del flujo en línea durante 24 horas | Inundaciones sin lavado al 100 % del flujo máximo de diseño | Funcionamiento fluido del circuito de reciclaje sin desbordamiento de espuma |
| Captura de Sólidos (TSS) | Muestreo compuesto cada 4 horas. | ≥ 85 % de eliminación de masa dentro de los límites de entrada de diseño | ≥ 92 % de eliminación de masa dentro de los límites de entrada de diseño |
| Densidad de lodos/escoria | Pruebas de laboratorio centrales gravimétricas dos veces al día | Concentración de lodos de fondo ≥ 1,0% DS | Concentración de espuma del flotador superior ≥ 4,0% DS |
| Cumplimiento acústico y energético | Medidor de potencia integrado y sensores dB calibrados. | Consumo total ≤ 105% de las placas de identificación máximas del motor | Nivel de ruido ≤ 85 dBA a 1 metro del patín de reciclaje |
Seleccionar la tecnología de separación sólido-líquido adecuada es fundamental para evitar altos costos de modificación en el futuro y garantizar el cumplimiento a largo plazo. Para ayudar a su equipo con el diseño y dimensionamiento de procesos, ofrecemos recursos técnicos especializados:
Con el respaldo de una red de ingeniería establecida e inventarios de piezas regionales en toda América del Norte, brindamos asistencia integral para proyectos, desde revisiones iniciales de cumplimiento de los Estándares de los Diez Estados hasta soporte operativo a largo plazo.


+86-571-88647609

+ 86-15267462807
