Introducción a las tecnologías de tratamiento de aguas residuales
Aguas residuales , un subproducto inevitable de actividades humanas y procesos industriales, plantea importantes desafíos de salud ambiental y pública si no se trata. Descargar aguas residuales no tratadas en cuerpos de agua naturales puede conducir a contaminación , dañyo los ecosistemas acuáticos, contaminyo fuentes de agua potable y facilityo la propagación de enfermedades. En consecuencia, efectivo tratamiento de aguas residuales no es simplemente un requisito regulatorio, sino un pilar fundamental de la sostenibilidad ambiental y la protección de la salud pública. El imperativo global de conservar los recursos hídricos y minimizar la contaminación ha estimulado la innovación continua en Tecnologías de tratamiento de aguas residuales , lo que lleva a una variedad diversa de sistemas diseñados para abordar varios tipos y volúmenes de aguas residuales.
En las últimas décadas, se han realizado avances significativos en Procesos de tratamiento de aguas residuales biológicas , que aprovechan el poder de los microorganismos para romper los contaminantes orgánicos y eliminar los nutrientes. Entre las tecnologías más prominentes y ampliamente adoptadas se encuentran las Proceso de lodo activado (ÁSPID) , Reactor de lotes de secuenciación (SBR) , Biorreactor de cama en movimiento (MBBR) , y Biorreactor de membrana (MBR) . Además, sistemas híbridos como el Reactor de biopelícula por lotes de secuenciación (SBBR) han surgido, combinando las fortalezas de diferentes enfoques para lograr un rendimiento mejorado.
Este artículo tiene como objetivo proporcionar una guía completa de estas cinco tecnologías críticas de tratamiento de aguas residuales: MBBR, MBR, SBR, SBBR y ÁSPID . Profundizaremos en las complejidades de cada sistema, explorando sus mecanismos subyacentes, los pasos operativos clave y las ventajas y desventajas únicas que ofrecen. Al comparar su Eficiencia en la eliminación de contaminantes , consideraciones económicas (Costos de capital y operación), Requisitos de huella física , y complejidad operacional Tenemos la intención de equipar a los lectores con el conocimiento necesario para tomar decisiones informadas al seleccionar la solución de tratamiento de aguas residuales más adecuadas para aplicaciones específicas. Comprender estas tecnologías es crucial para los ingenieros, los gerentes ambientales, los formuladores de políticas y cualquier persona involucrada en el diseño, operación o regulación de las instalaciones modernas de tratamiento de aguas residuales.

Proceso de lodo activado (ÁSPID)
El proceso de lodo activado (ÁSPID) se erige como una de las tecnologías de tratamiento de aguas residuales biológicas más antiguas, más establecidas y ampliamente utilizadas a nivel mundial. Desarrollado a principios del siglo XX, su principio fundamental gira en torno al uso de una comunidad diversa de microorganismos aeróbicos, suspendidos en las aguas residuales, para metabolizar y eliminar la materia orgánica y los nutrientes.
Descripción del proceso ÁSPID
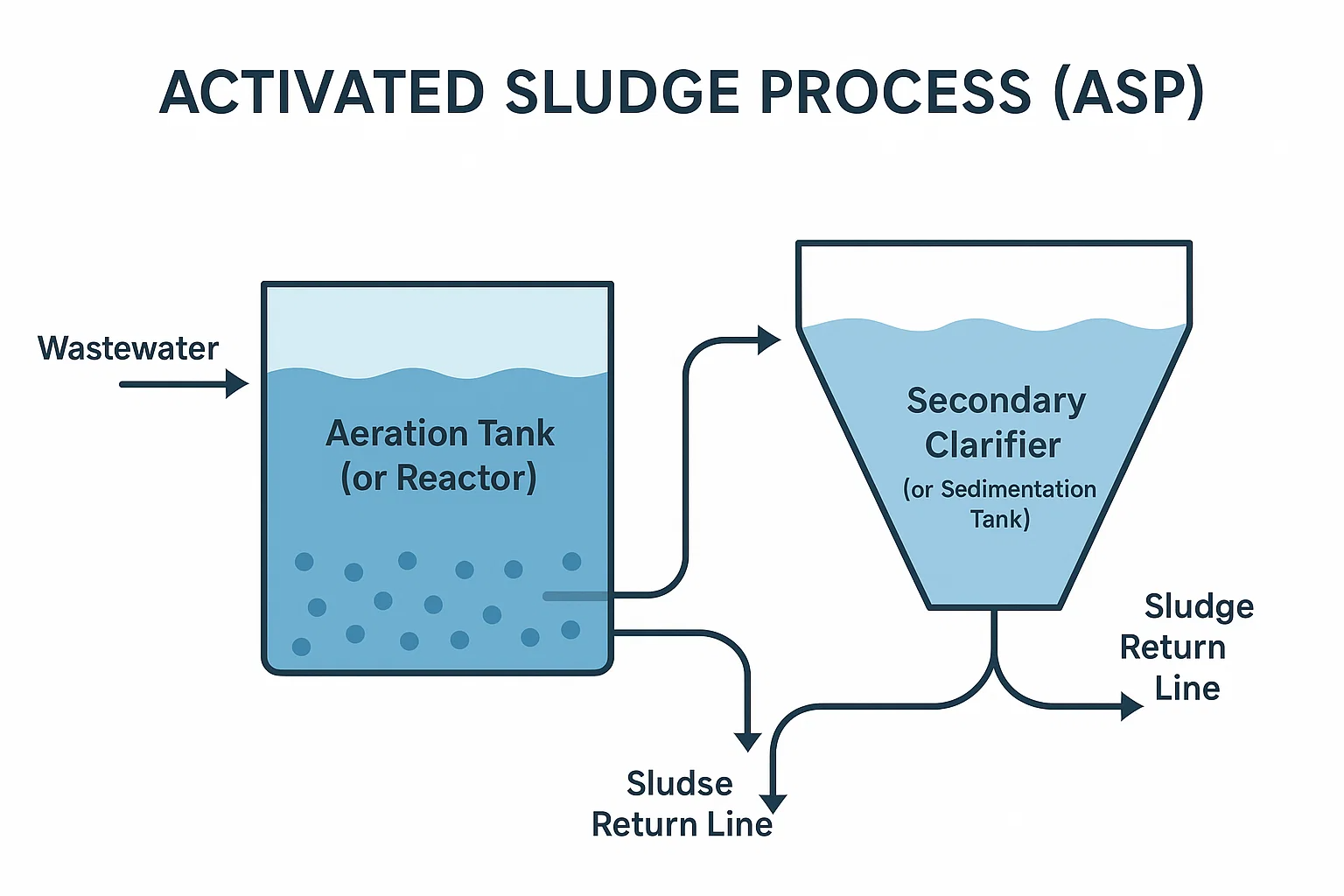
El ÁSPID generalmente involucra varios componentes clave:
-
Tanque de aireación (o reactor): Este es el corazón del proceso. Las aguas residuales tratadas en bruto o primaria ingresan a un tanque grande donde se mezcla continuamente con una población suspendida de microorganismos, formando lo que se conoce como "lodo activado". El aire o el oxígeno puro se suministran continuamente a este tanque a través de difusores o aireadores mecánicos. Esta aireación tiene dos propósitos cruciales:
- Proporcionando oxígeno: Suministra el oxígeno disuelto necesario para que los microorganismos aeróbicos respiren y oxiden contaminantes orgánicos.
- Mezcla: Mantiene el flujo de lodo activado (agregados microbianos) en suspensión y garantiza un contacto íntimo entre los microorganismos y los contaminantes. Los microorganismos, principalmente bacterias y protozoos, consumen los compuestos orgánicos en las aguas residuales como su fuente de alimento, convirtiéndolos en dióxido de carbono, agua y más células microbianas.
-
Clarificador secundario (o tanque de sedimentación): Desde el tanque de aireación, el licor mixto (aguas residuales activadas el lodo) fluye hacia un clarificador secundario. Este es un tanque inactivo (quieto) diseñado para la sedimentación de gravedad. Los flotos de lodo activados, siendo más densos que el agua, se asientan en el fondo del clarificador, que se separan del agua tratada.
-
Línea de retorno de lodo: Una porción significativa del lodo activado establecido, conocido como lodo activado de retorno (RAS), se bombea continuamente desde la parte inferior del clarificador hasta el tanque de aireación. Esta recirculación es crítica porque mantiene una alta concentración de microorganismos activos y viables en el tanque de aireación, asegurando una degradación de contaminantes eficiente.
-
Línea de lodo de desechos: El lodo activado en exceso, conocido como lodo activado de residuos (WAS), se elimina periódicamente del sistema. Este "desperdicio" es necesario para controlar la concentración general de microorganismos en el sistema, evitar la acumulación de lodos y eliminar la biomasa envejecida y menos activa. El WAS se envía típicamente para un tratamiento de lodo adicional (por ejemplo, deshidratación, digestión) y eliminación.
Mecanismo: aireación y sedimentación
El mecanismo central de ÁSPID se basa en una relación simbiótica entre aireación y sedimentación. En el tanque de aireación, los microorganismos aeróbicos consumen rápidamente la materia orgánica soluble y coloidal. Se agregan en flocos visibles, mejorando su asentamiento. El suministro continuo de oxígeno garantiza condiciones óptimas para su actividad metabólica.
Al ingresar al clarificador, la velocidad del flujo disminuye significativamente, lo que permite que los densos flotos microbianos se asienten. La claridad del efluente depende en gran medida de la eficiencia de este proceso de asentamiento. El lodo activado bien realizado produce flóculos densos y rápidamente establecidos, lo que lleva a un sobrenadante de alta calidad (agua tratada) que luego se descarga o se somete a un tratamiento terciario adicional.
Ventajas y desventajas
Ventajas de ÁSPID:
- Tecnología probada: Se ha estudiado e implementado ampliamente durante más de un siglo, con un vasto cuerpo de experiencia operativa y pautas de diseño.
- Alta eficiencia: Capaz de lograr altas eficiencias de eliminación para la demanda bioquímica de oxígeno (BOD) y los sólidos totalmente suspendidos (TSS). Con un diseño y operación adecuados, también puede lograr una eliminación significativa de nutrientes (nitrógeno y fósforo).
- Flexibilidad: Se puede diseñar y operar en varias configuraciones (por ejemplo, aireación convencional, extendida, mezcla completa, flujo de enchufe) para adaptarse a diferentes características de aguas residuales y objetivos de tratamiento.
- Rentable (a gran escala): Para las grandes plantas de tratamiento municipal, el ASP puede ser una solución rentable debido a sus componentes mecánicos y economías de escala relativamente simples.
Desventajas de ASP:
- Gran huella: Requiere un área de tierra significativa para los tanques de aireación y especialmente para los aclaradores secundarios, lo que lo convierte en un desafío para sitios con espacio limitado.
- Producción de lodo: Genera una cantidad sustancial de exceso de lodo que requiere un tratamiento y eliminación más costosos. La gestión de lodos puede representar una parte significativa del costo operativo general.
- Sensibilidad operativa: Sensible a los cambios repentinos en el flujo de aguas residuales y la composición (por ejemplo, choques tóxicos). Las condiciones del malestar pueden conducir a una mala asentamiento (volumen, espuma) y una calidad reducida de efluentes.
- Consumo de energía: La aireación es un proceso intensivo en energía, que contribuye significativamente a los costos operativos.
- Limitaciones de calidad del efluente: Si bien es bueno para BOD/TSS, lograr una calidad de efluente muy alta (por ejemplo, para reutilización directa) puede requerir pasos adicionales de tratamiento terciario.
Aplicaciones comunes
El proceso de lodo activado se usa predominantemente para:
- Tratamiento municipal de aguas residuales: Es el paso de tratamiento biológico más común en las plantas de tratamiento de aguas residuales municipales grandes y medianas, manejando las aguas residuales nacionales y comerciales.
- Tratamiento de aguas residuales industriales: Aplicable a una amplia gama de aguas residuales industriales, siempre que las aguas residuales sean biodegradables y libres de sustancias inhibitorias. Los ejemplos incluyen industrias de alimentos y bebidas, pulpa y papel, y algunas instalaciones de fabricación de productos químicos.
- Pretratamiento para sistemas avanzados: A veces se utiliza como un paso de tratamiento biológico preliminar antes de tecnologías más avanzadas como MBRS o para aplicaciones industriales especializadas.
Reactor de lotes de secuenciación (SBR)
El reactor de lotes de secuenciación (SBR) representa una evolución significativa en la tecnología de lodo activado, que se distingue a sí mismo realizando todos los principales pasos de tratamiento (aireación, sedimentación y decantación) secuencialmente en un solo tanque, en lugar de en reactores separados y continuos que fluyen. Esta operación por lotes simplifica el diseño del proceso y ofrece una considerable flexibilidad operativa.
Explicación de la tecnología SBR
A diferencia de los sistemas de flujo continuo convencional donde las aguas residuales fluyen a través de diferentes tanques para procesos distintos, un SBR funciona en modo de relleno y arrastrado. Un solo tanque SBR se aplica a través de una serie de fases operativas discretas, lo que lo convierte en un proceso orientado al tiempo en lugar de uno orientado al espacio. Mientras que un solo tanque SBR puede funcionar, la mayoría de los sistemas SBR prácticos utilizan al menos dos tanques que operan en ciclos paralelos pero escalonados. Esto asegura una entrada continua de aguas residuales a la planta de tratamiento, ya que un tanque puede llenarse mientras otro está reaccionando, estableciendo o decantando.
Pasos clave: llenar, reaccionar, establecer, dibujar y inactivo
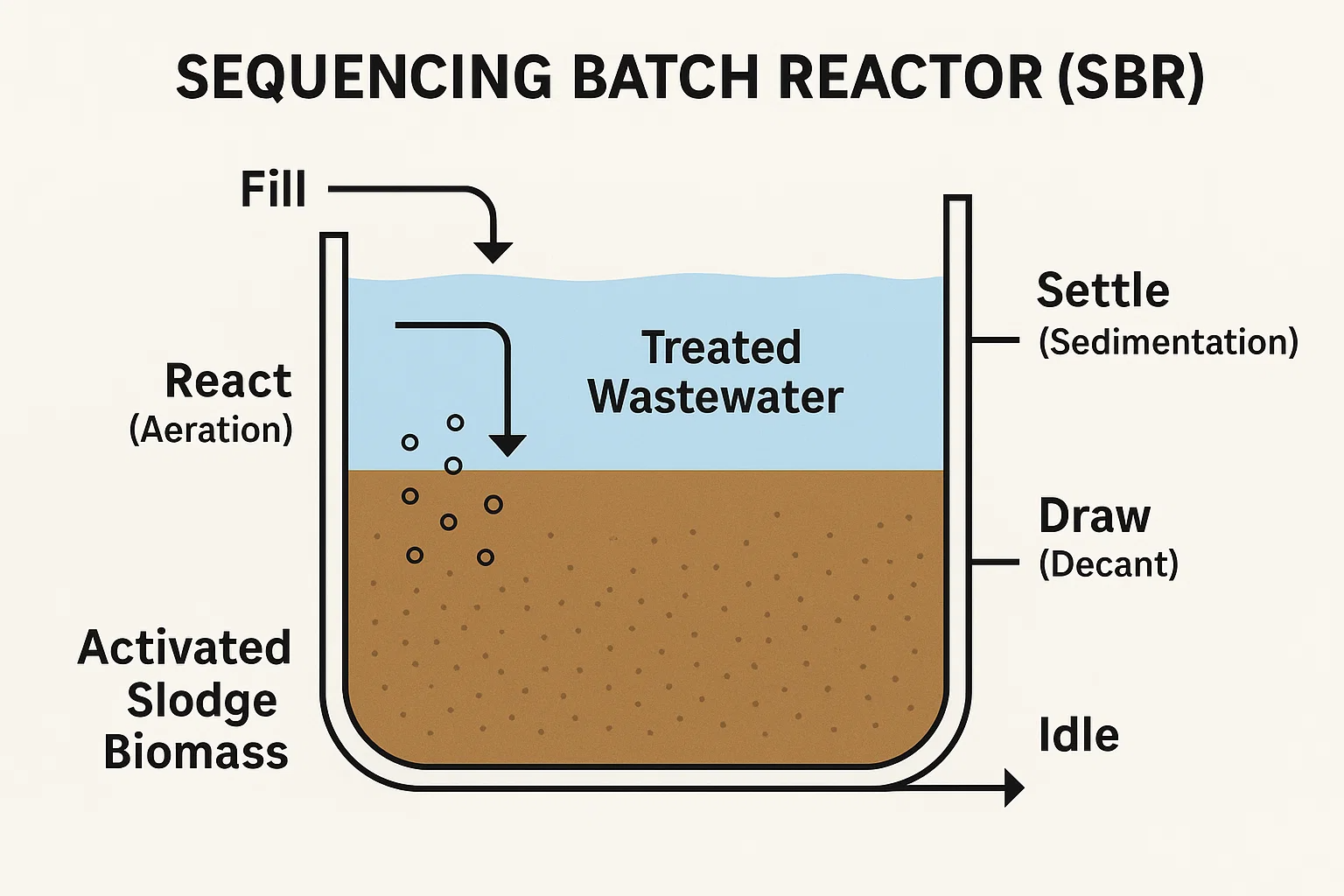
Un ciclo operativo SBR típico consta de cinco fases distintas:
-
Llenar:
- Descripción: Las aguas residuales tratadas en bruto o primaria ingresan al tanque SBR, mezclándose con el lodo activado restante del ciclo anterior. Esta fase se puede operar en diferentes condiciones:
- Relleno estático: Sin aireación ni mezcla; Promueve la desnitrificación o las condiciones anaeróbicas.
- Relleno mixto: Mezcla sin aireación; Promueve condiciones anóxicas (desnitrificación) o condiciones anaeróbicas (absorción de fosfato).
- Relleno aireado: Se producen aireación y mezcla; Promueve las condiciones aeróbicas y la eliminación inmediata de BOD.
- Objetivo: Presenta las aguas residuales a la biomasa e inicia las reacciones biológicas. La mezcla asegura un buen contacto entre los contaminantes y los microorganismos.
-
React (aireación):
- Descripción: Siguiendo o durante la fase de relleno, el tanque está intensamente aireado y mezclado. Se mantienen condiciones aeróbicas para permitir que los microorganismos degraden activamente los compuestos orgánicos (BOD/COD) y nitrifican el amoníaco. Esta fase puede diseñarse para incluir períodos de condiciones anóxicas o anaeróbicas para facilitar la eliminación de nutrientes (desnitrificación y eliminación de fósforo biológico).
- Objetivo: La fase primaria para el tratamiento biológico, donde se produce la mayor parte de la eliminación de contaminantes.
-
Asentarse (sedimentación):
- Descripción: La aireación y la mezcla se detienen, y el lodo activado puede establecerse en condiciones inactivas (aún). Los densos flotos microbianos se asientan en la parte inferior del tanque, formando una capa de sobrenadante transparente sobre la manta de lodo.
- Objetivo: Para separar las aguas residuales tratadas de la biomasa de lodo activado por gravedad. Este es un paso crítico para lograr un efluente de alta calidad.
-
Draw (decant):
- Descripción: Una vez que el lodo se ha asentado, el sobrenadante tratado se decanta (extraída) de la parte superior del tanque. Esto generalmente se realiza utilizando un vertedero móvil o una bomba sumergible diseñada para evitar perturbar el lodo asentado.
- Objetivo: Para descargar el efluente tratado del sistema.
-
Inactivo (o desperdicio/descanso):
- Descripción: Esta fase opcional ocurre entre el sorteo y las fases de relleno posteriores.
- Lodo de residuos: El exceso de lodo activado (WAS) se puede quitar del tanque durante esta fase para mantener la edad y concentración de lodos deseadas.
- Preparación de descanso/recarga: El tanque puede permanecer inactivo brevemente, preparándose para el siguiente ciclo de llenado.
- Objetivo: Para manejar el inventario de lodos y preparar el tanque para el próximo ciclo de tratamiento.
La duración de cada fase se controla cuidadosamente por un temporizador o un sistema de control de procesos, lo que permite una flexibilidad significativa para ajustar a diferentes condiciones influyentes y requisitos de calidad de efluentes.
Ventajas y desventajas
Ventajas de SBR:
- Huella compacta: Como todos los procesos ocurren en un solo tanque, los SBR generalmente requieren menos área de tierra en comparación con los sistemas ASP convencionales con clarificadores separados.
- Calidad de alto efluente: Las condiciones de asentamiento inactivas en un SBR a menudo conducen a una calidad de efluente superior, especialmente en términos de sólidos suspendidos y eliminación de BOD. También puede lograr una excelente eliminación de nutrientes (nitrógeno y fósforo) al variar las fases aeróbicas, anóxicas y anaeróbicas dentro de un solo ciclo.
- Flexibilidad operativa: La capacidad de ajustar las duraciones de fase permite una fácil adaptación a los variables flujos influyentes y las cargas de contaminantes, así como los cambios en la calidad de los efluentes deseados.
- Problemas reducidos de lodo de lodo: La fase de asentamiento controlada en SBR a menudo resulta en una mejor asentabilidad de lodo y menos problemas con el volumen de lodos en comparación con los sistemas de flujo continuo.
- No hay bombas de retorno de lodos o clarificadores secundarios: Elimina la necesidad de aclaradores separados y el capital asociado y los costos operativos del bombeo de retorno de lodo, simplificando el diseño de la planta y reduciendo el mantenimiento.
Desventajas de SBR:
- Descarga intermitente: El efluente tratado se descarga en lotes, lo que podría requerir un tanque de igualación si es necesaria una descarga continua al cuerpo receptor.
- Mayor complejidad en los controles: Requiere sistemas de control automatizados más sofisticados para administrar las fases secuenciales, incluidos los sensores de nivel, los temporizadores y las válvulas automatizadas. Esto puede conducir a mayores costos de capital iniciales para la instrumentación y los controles.
- Potencial para problemas de olor: Si no se maneja adecuadamente, particularmente durante las fases anaeróbicas o anóxicas, puede haber un potencial para la generación de olor.
- Operación calificada: Requiere que los operadores con una buena comprensión del sistema de proceso por lotes y el sistema de control para optimizar el rendimiento.
- Tamaño del tanque más grande para igual capacidad: Para un flujo promedio dado, el volumen del tanque SBR podría ser mayor que un tanque de aireación continua debido a la naturaleza por lotes y la necesidad de acomodar todo el volumen del ciclo.
Aplicaciones e idoneidad
La tecnología SBR es muy adecuada para una amplia gama de aplicaciones, que incluyen:
- Municipios pequeños a medianos: Particularmente donde la disponibilidad de la tierra es una restricción o donde se requiere una calidad de efluente más alta.
- Tratamiento descentralizado de aguas residuales: Ideal para comunidades, subdivisiones, hoteles, resorts, escuelas y complejos comerciales no conectados a los sistemas municipales centrales.
- Tratamiento de aguas residuales industriales: Efectivo para tratar los efluentes industriales con caudales variables y concentraciones, como las de las industrias de procesamiento de alimentos, lácteos, textiles y farmacéuticos. Su flexibilidad permite manejar cargas de choque.
- Operaciones estacionales: Bien adecuado para aplicaciones con flujos fluctuantes, como campamentos o instalaciones turísticas.
- Actualización de plantas existentes: Se puede utilizar para mejorar las plantas de lodos activadas convencionales al convertir los tanques de aireación en SBR, a menudo mejorando las capacidades de eliminación de nutrientes.
Comprendido. Pasemos a la sección "Biorreactor del lecho en movimiento (MBBR)".
Biorreactor de cama en movimiento (MBBR)
El biorreactor del lecho móvil (MBBR) representa un avance significativo en el tratamiento de aguas residuales basadas en biopelículas, que ofrece una alternativa compacta y altamente eficiente a los sistemas de crecimiento suspendidos convencionales como ASP o SBR. Desarrollado en Noruega a fines de la década de 1980, la tecnología MBBR utiliza miles de pequeños portadores de plástico para proporcionar una superficie protegida para que los microorganismos crezcan como biopelícula.
Descripción de la tecnología MBBR
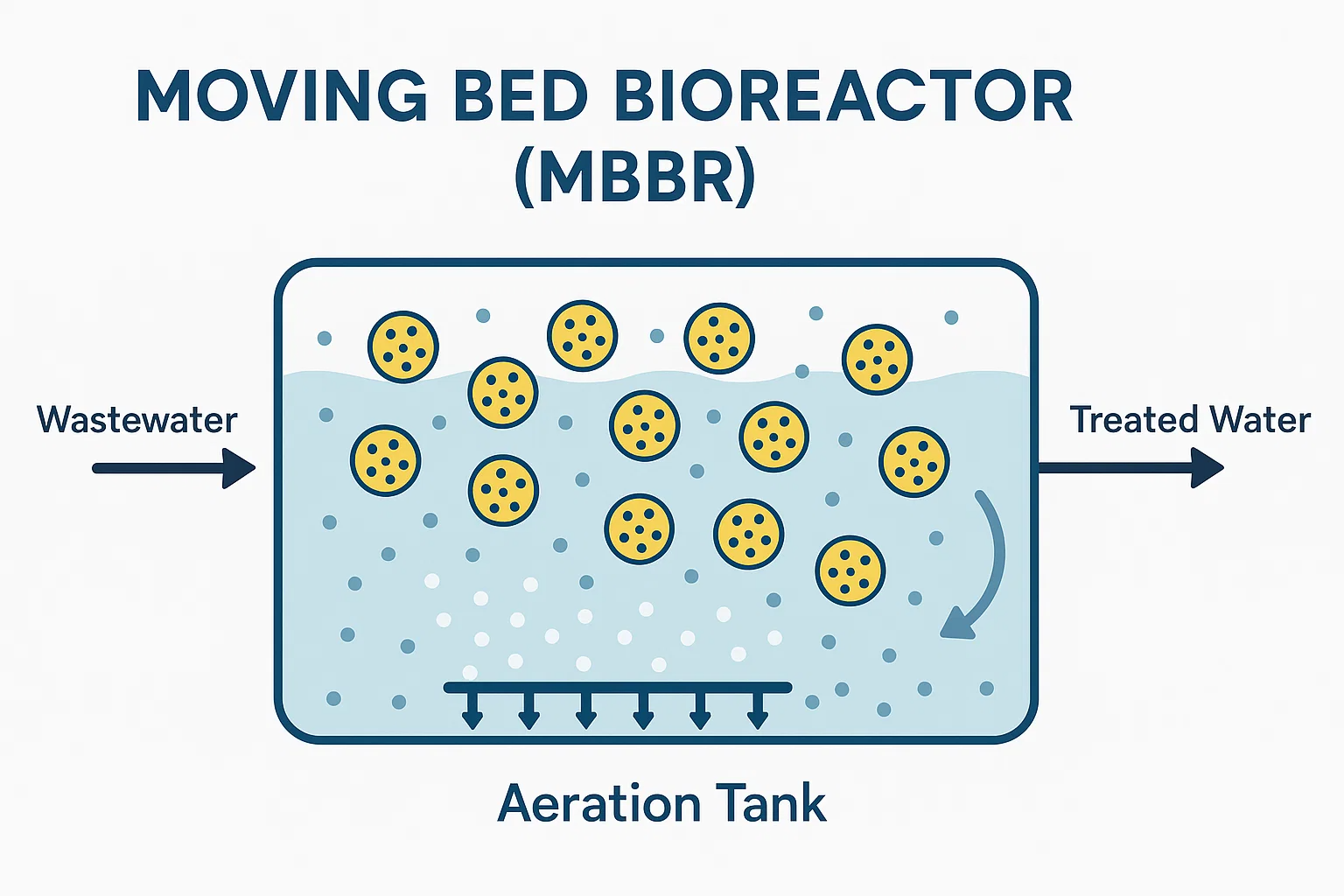
En su núcleo, un sistema MBBR consiste en un tanque de aireación (o tanque anaeróbico/anóxico) lleno de una gran cantidad de medios de plástico pequeños y diseñados (portadores o portadores de biopelículas). Estos portadores generalmente están hechos de polietileno de alta densidad (HDPE) o polipropileno y vienen en varias formas y tamaños, cada uno diseñado para maximizar el área de superficie protegida para la fijación de biopelículas.

Los portadores se mantienen en movimiento constante dentro del reactor, generalmente por el sistema de aireación en tanques aeróbicos o por mezcladores mecánicos en tanques anaeróbicos/anóxicos. Este movimiento continuo garantiza un contacto óptimo entre las aguas residuales, la biomasa y el aire (en sistemas aeróbicos). A diferencia de los sistemas de lodo activados convencionales, MBBR no requiere la recirculación de lodo de un clarificador secundario para mantener la concentración de biomasa. La biomasa crece como una biopelícula en los portadores, y esta biopelícula naturalmente se desprende cuando se vuelve demasiado gruesa, manteniendo la biomasa activa y eficiente.
Siguiendo el reactor MBBR, todavía se requiere un paso de separación, típicamente un clarificador secundario o una pantalla fina, para separar el agua tratada de cualquier sólido suspendido (incluida la biopelícula y partículas inertes) antes de la descarga o el tratamiento adicional.
Uso de portadores de biopelículas
La innovación de MBBR radica en su dependencia de portadores de biopelículas . Estos portadores sirven como sustrato para el crecimiento microbiano, lo que permite mantener una alta concentración de biomasa activa dentro de un volumen relativamente pequeño. Las características clave de estos portadores incluyen:
- Área de superficie específica alta: El diseño intrincado de los portadores proporciona una gran área de superficie protegida por unidad de volumen, que se traduce en una alta concentración de biomasa.
- Flotabilidad neutral: Los portadores están diseñados para tener una densidad cercana a la del agua, lo que les permite suspenderlos y moverse libremente dentro del reactor cuando está aireado o mezclado.
- Durabilidad: Hechos de materiales plásticos robustos, son resistentes a la degradación química y biológica, lo que garantiza una larga vida útil operativa.
- Autocleaning: El movimiento continuo y las colisiones entre los portadores, combinados con las fuerzas de corte de la aireación, ayudan a mantener la biopelícula con un grosor óptimo, evitando un crecimiento excesivo y manteniendo una transferencia de masa eficiente.
A medida que las aguas residuales fluyen a través del reactor, los contaminantes orgánicos y los nutrientes se difunden en la biopelícula en los portadores, donde los microorganismos los consumen. Este enfoque de película fija permite tasas de carga volumétrica más altas en comparación con los sistemas de crecimiento suspendidos.
Ventajas y desventajas
Ventajas de MBBR:
- Tamaño compacto / huella pequeña: Una ventaja importante es el volumen de reactor significativamente más pequeño requerido en comparación con los sistemas de lodos activados convencionales para la misma capacidad de tratamiento. Esto se debe a la alta concentración de biomasa activa en los portadores.
- Alta eficiencia y robustez: Los sistemas MBBR son muy robustos y menos sensibles a las cargas de choque y las fluctuaciones en el flujo influyente o la concentración orgánica. La biopelícula proporciona una comunidad microbiana estable y resistente. Son altamente eficientes en la eliminación de nitrógeno BOD y amoníaco (nitrificación).
- Sin reciclaje de lodo: A diferencia de ASP, MBBR no requiere bombeo de lodo activado (RAS) de retorno, simplificando la operación y reduciendo el consumo de energía.
- Sin lavado de retroceso: A diferencia de otros sistemas de película fija (por ejemplo, filtros de goteo o filtros aireados sumergidos), MBBR no requiere un retrolavado periódico de los medios.
- Fácil de actualizar: Los tanques de lodo activados convencionales existentes a menudo se pueden convertir a MBBR simplemente agregando portadores y aireación, aumentando significativamente su capacidad y rendimiento sin requerir una nueva construcción de tanques. Esto lo convierte en una excelente opción de modernización.
- Producción de lodos reducido (potencialmente): Los sistemas de biopelículas a veces pueden producir menos lodos en exceso en comparación con los sistemas de crecimiento suspendidos, aunque esto puede variar.
Desventajas y limitaciones de MBBR:
- Requiere después de la clarificación: Mientras que la biopelícula crece en los portadores, todavía se produce la eliminación del exceso de biopelícula y los sólidos suspendidos, lo que requiere un clarificador secundario u otra unidad de separación (por ejemplo, DAF, pantalla fina) aguas abajo para lograr un efluente de alta calidad.
- Pantallas de retención de medios: Requiere pantallas en la salida del reactor para evitar la pérdida de portadores del tanque. Estas pantallas a veces pueden obstruirse, lo que requiere mantenimiento.
- Mayor costo inicial para los transportistas: El costo de los portadores de plástico especializados puede contribuir a un gasto de capital inicial más alto en comparación con los sistemas convencionales.
- Potencial para el desgaste del portador: En períodos muy largos, el movimiento continuo puede conducir a un poco de desgaste en los transportistas, aunque están diseñados para la longevidad.
- Energía para la mezcla/aireación: Si bien no hay bombeo Ras, la aireación continua o la mezcla para mantener los portadores suspendidos aún requiere energía.
Aplicaciones en varias industrias
La tecnología MBBR es muy versátil y encuentra una aplicación generalizada en diversos sectores:
- Tratamiento municipal de aguas residuales: Cada vez más utilizado para nuevas plantas municipales y para mejorar las existentes para cumplir con los límites de descarga más estrictos, especialmente para la eliminación de nitrógeno (nitrificación y desnitrificación).
- Tratamiento de aguas residuales industriales: Trata de manera efectiva las aguas residuales industriales orgánicas de alta resistencia de industrias como:
- Alimentos y bebidas (por ejemplo, cervecerías, lecherías, destilerías, mataderos)
- Pulpa y papel
- Químico y farmacéutico
- Textil
- Petroquímico
- Pretratamiento: A menudo empleado como un paso de pretratamiento robusto antes de los procesos más sensibles o avanzados, o como una solución independiente para lograr parámetros de calidad de efluentes específicos.
- Extracción de nitrógeno: Particularmente efectivo para la nitrificación debido a la biopelícula estable, que protege las bacterias nitrificantes de las cargas de choque e inhibidores. También se puede configurar para la desnitrificación.
¡Excelente! Proceda con la sección "Biorreactor de membrana (MBR)".
Biorreactor de membrana (MBR)
El biorreactor de membrana (MBR) representa una evolución de vanguardia en el tratamiento de aguas residuales, integrando un proceso de tratamiento biológico (típicamente lodo activado) con filtración de membrana. Esta combinación innovadora supera muchas de las limitaciones de los sistemas de lodos activados convencionales, particularmente en relación con la calidad y la huella de efluentes.
Explicación de la tecnología MBR
En su núcleo, un sistema MBR fusiona la degradación biológica de los contaminantes por microorganismos con una barrera física, membranas) para separar el agua tratada del lodo activado. Esto elimina la necesidad de un clarificador secundario convencional y, a menudo, filtración terciaria.
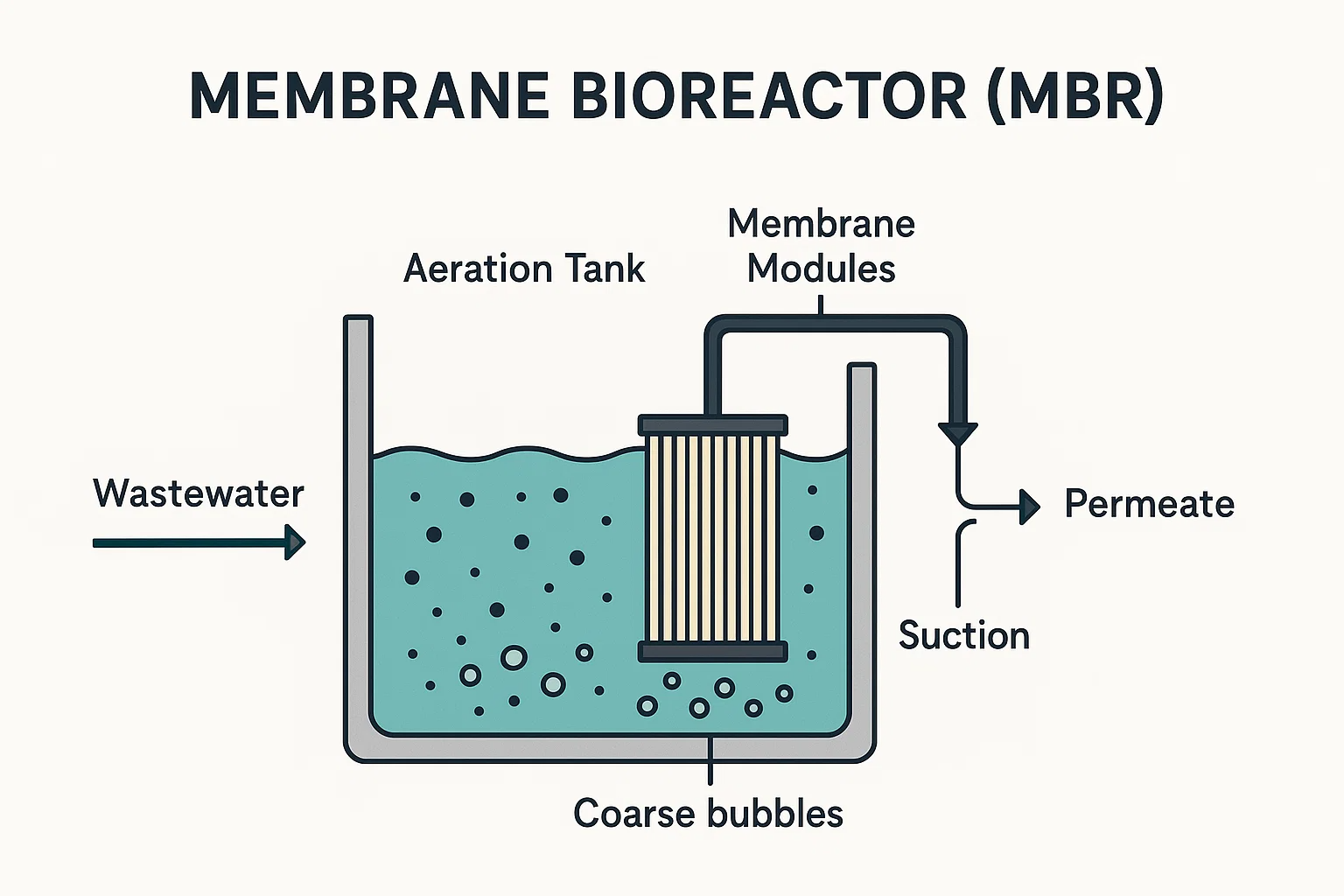
Hay dos configuraciones principales para los sistemas MBR:
-
MBR sumergido: Esta es la configuración más común. Los módulos de membrana (por ejemplo, fibra hueca o membranas de lámina plana) se colocan directamente en el tanque de aireación (o un tanque de membrana separado adyacente a él). Se usa una succión o gravedad de baja presión para dibujar el agua tratada a través de los poros de membrana, dejando atrás la biomasa y otros sólidos suspendidos. La aireación de burbuja gruesa se proporciona típicamente debajo de las membranas para recorrer la superficie de la membrana, evitando el ensuciamiento y el suministro de oxígeno para el proceso biológico.
-
Externo (Sideestram) MBR: En esta configuración, los módulos de membrana se encuentran fuera del biorreactor principal. El licor mixto se bombea continuamente desde el biorreactor a través de los módulos de membrana, y el permeado (agua tratada) se recoge mientras el lodo concentrado se devuelve al biorreactor. Esta configuración generalmente implica una mayor energía de bombeo debido a la circulación externa y las presiones transmembrana potencialmente más altas.
Independientemente de la configuración, el principio clave permanece: las membranas actúan como una barrera absoluta, conservando prácticamente todos los sólidos, bacterias suspendidos e incluso algunos virus y coloides, produciendo un efluente de muy alta calidad. La alta retención de biomasa dentro del reactor permite concentraciones de sólidos suspendidos de licor mixtos (MLSS) mucho más altos (típicamente 8,000-15,000 mg/L o incluso más) en comparación con el lodo activado convencional (2,000-4,000 mg/L). Esta alta concentración de biomasa se traduce directamente en un volumen de biorreactor más pequeño para una carga dada.
Integración de la filtración de membrana
La integración de las membranas cambia fundamentalmente el paso de separación en el tratamiento biológico. En lugar de confiar en el asentamiento de la gravedad (como en ASP o SBR), MBR usa una barrera física. Esto tiene varias implicaciones profundas:
- Separación completa de sólidos: Las membranas conservan efectivamente todos los sólidos suspendidos, lo que lleva a un efluente que está esencialmente libre de TSS. Esto elimina los problemas asociados con el volumen de los lodos o el asentamiento deficiente que pueden afectar a los sistemas convencionales.
- Alta concentración de biomasa (MLSS): La retención de sólidos eficientes permite mantener concentraciones muy altas de microorganismos en el biorreactor. Esto significa que un tanque más pequeño puede manejar una carga orgánica más grande, lo que lleva a una huella significativamente reducida.
- Tiempo de retención de lodo largo (SRT) y tiempo de retención hidráulica corto (TRH): Los MBRS pueden operar con SRT muy largos (días a meses), lo cual es beneficioso para el crecimiento de microorganismos de crecimiento lento (como las bacterias nitrificantes) y para lograr altos grados de eliminación de nutrientes y orgánicos. Simultáneamente, la TRH puede ser relativamente corta debido a la alta MLS, contribuyendo aún más a la compacidad.
- Actividad biológica mejorada: El entorno estable y la alta concentración de biomasa a menudo conducen a procesos biológicos más estables y eficientes.
Ventajas y desventajas
Ventajas de MBR:
- Efluente de alta calidad: Produce un permeado excepcionalmente de alta calidad adecuado para la descarga directa a ambientes sensibles, riego, reutilización industrial o incluso reutilización potable después del tratamiento adicional. El efluente está prácticamente libre de sólidos, bacterias y virus suspendidos.
- Pequeña huella: Eliminar la necesidad de aclaradores secundarios y, a menudo, los filtros terciarios reducen significativamente el área de tierra general requerida, lo que hace que MBR sea ideal para sitios con espacio limitado o actualizaciones de capacidad.
- Robustez y estabilidad: El alto MLSS y el SRT largo hacen que los sistemas MBR sean más resistentes a las cargas de choques hidráulicos y orgánicos en comparación con los sistemas convencionales.
- Extracción mejorada de nutrientes: El SRT largo proporciona excelentes condiciones para la nitrificación, y con el diseño adecuado (zonas anóxicas), la desnitrificación y la eliminación de fósforo biológico también pueden ser muy efectivos.
- Potencial de modernización: Se puede utilizar para mejorar las plantas de lodo activadas existentes para aumentar la capacidad o mejorar la calidad del efluente sin extensiones civiles.
Desventajas de MBR:
- Ensuciamiento de membrana: Este es el principal desafío operativo. El ensuciamiento (la acumulación de materiales en la superficie de la membrana o dentro de sus poros) reduce la permeabilidad de la membrana, aumenta la presión transmembrana y requiere una limpieza frecuente. Esto se suma a la complejidad y el costo operativo.
- Alto costo de capital: Las membranas y los equipos especializados asociados (por ejemplo, sopladores de aire para la fregado, los sistemas de limpieza) hacen que el gasto de capital inicial sea significativamente más alto que los sistemas ASP o SBR convencionales.
- Mayor costo operativo: El consumo de energía para la aireación (para el proceso biológico y el fregado de la membrana), el bombeo (especialmente para los MBR externos) y los agentes de limpieza química contribuyen a mayores costos operativos.
- Vida útil de la membrana y reemplazo: Las membranas tienen una vida útil finita (generalmente de 5 a 10 años, dependiendo de la operación y la calidad del agua) y son costosas de reemplazar.
- Requisitos previos al tratamiento: Mientras que los MBR son robustos, el pretratamiento adecuado (detección, eliminación de la arena) es crucial para proteger las membranas del daño y el ensuciamiento excesivo.
- Operación calificada: Requiere que los operadores calificados controlen el rendimiento de la membrana, implementen protocolos de limpieza y solucionen problemas de incrustaciones.
Aplicaciones en tratamiento de aguas residuales municipales e industriales
La tecnología MBR está ganando tracción rápidamente y se aplica cada vez más en varios sectores:
- Tratamiento municipal de aguas residuales:
- Para nuevas plantas donde la tierra es escasas o estrictas, se aplican límites de descarga.
- Actualización de las plantas existentes para cumplir con los estándares de calidad de efluentes más altos (por ejemplo, para la descarga directa a aguas sensibles o para proyectos de reutilización de agua).
- Tratamiento descentralizado para comunidades, resorts y desarrollos comerciales.
- Tratamiento de aguas residuales industriales:
- Tratamiento de aguas residuales industriales complejas y de alta resistencia donde se requiere una calidad de alta calidad para la reutilización o descarga estricta. Los ejemplos incluyen productos farmacéuticos, alimentos y bebidas, textiles y industrias químicas.
- Las aguas residuales que contienen compuestos lentamente biodegradables.
- Reutilización y reciclaje del agua: Debido a la calidad de efluentes superiores, el permeado MBR es una excelente materia prima para procesos de tratamiento avanzados (por ejemplo, ósmosis inversa) para producir agua para diversas aplicaciones de reutilización (riego, agua de proceso industrial, usos no potables e incluso agua potable después de una purificación adicional).
Comprendido. Pasemos a la sección "Sistemas híbridos: SBBR".
Sistemas híbridos: SBBR
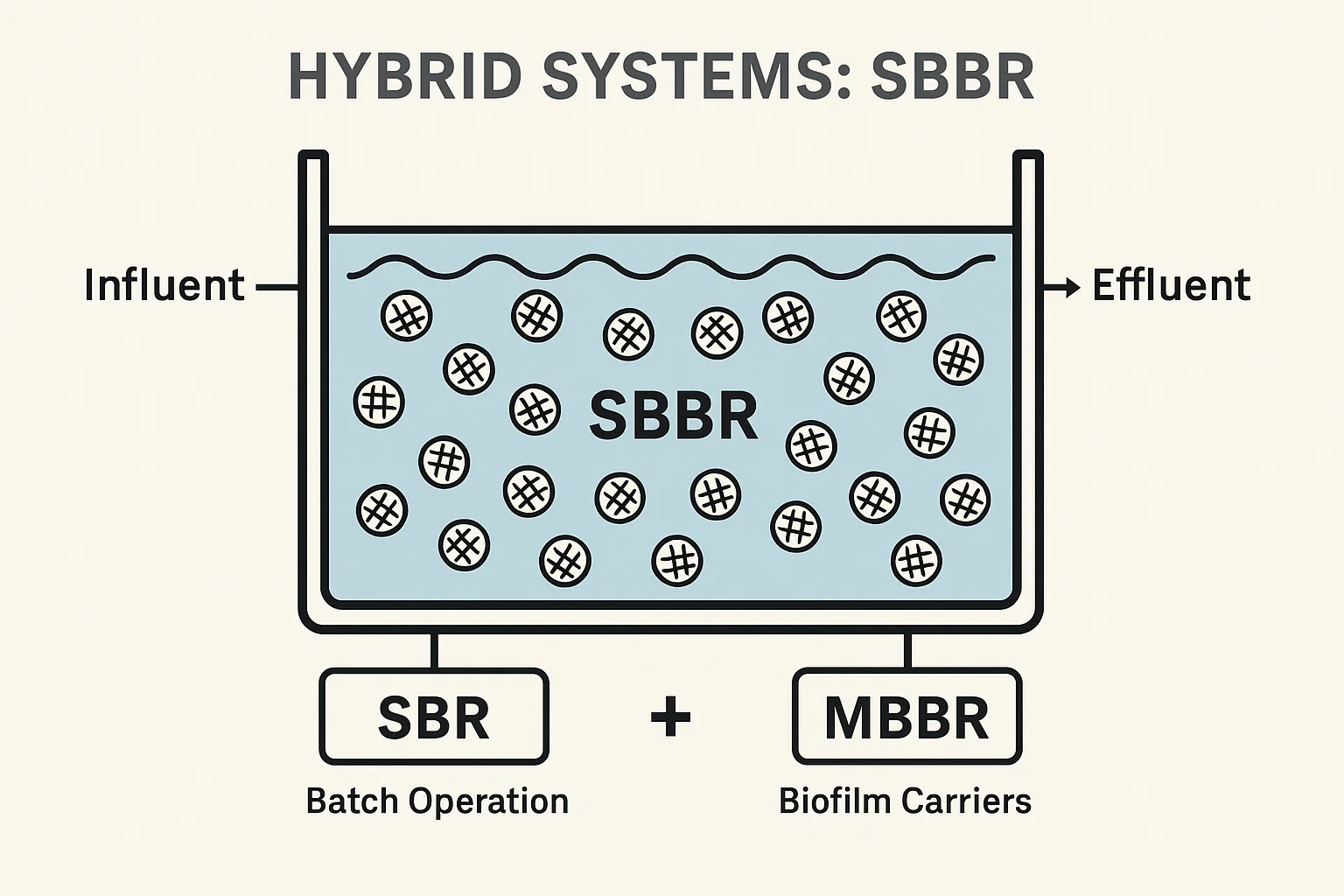
A medida que las tecnologías de tratamiento de aguas residuales continúan evolucionando, existe una tendencia creciente hacia la combinación de las mejores características de diferentes sistemas para crear soluciones más eficientes, robustas y rentables. Los sistemas híbridos tienen como objetivo aprovechar los beneficios sinérgicos de los procesos integrados. Uno de esos híbridos prometedores es el reactor de biopelícula por lotes de secuencia (SBBR), que combina ingeniosamente los principios tanto del reactor de lote de secuenciación (SBR) como del biorreactor del lecho en movimiento (MBBR).
Descripción de la tecnología SBBR
El reactor de biopelícula por lotes de secuenciación (SBBR) opera en los ciclos de tratamiento secuenciales de lote característicos de un SBR, pero dentro de su reactor, incorpora portadores de biopelículas, similares a los utilizados en un MBBR. Esto significa que el sistema se beneficia tanto del crecimiento suspendido (lodo activado) como del crecimiento unido (biopelícula en portadores) poblaciones de biomasa que coexisten dentro del mismo tanque.
En una configuración típica de SBBR, el reactor contiene una cantidad de portadores de biopelículas en movimiento libremente, al igual que un MBBR, que se mantiene en suspensión por aireación o mezcla durante la fase React. El ciclo operativo sigue las fases bien definidas de un SBR estándar: relleno, reaccionar (que incluye aireación/mezcla para mantener los portadores suspendidos), establecerse y dibujar. Durante la fase de asentamiento, la biomasa suspendida se establece, pero la biopelícula unida a los transportistas permanece en el tanque. Por lo tanto, el efluente decantado se separa principalmente del lodo suspendido establecido y no directamente de los portadores.
Combinación de principios SBR y MBBR
El SBBR fusiona efectivamente las fortalezas de dos enfoques de tratamiento biológico distintos:
- De SBR: Adopta la flexibilidad operativa por lotes, lo que permite un control preciso sobre la aireación, la mezcla y los períodos anóxicos/anaeróbicos dentro de un solo tanque. Esto hace que sea altamente adaptable a diferentes cargas influyentes e ideal para lograr la eliminación avanzada de nutrientes (nitrógeno y fósforo) programando condiciones específicas en diferentes fases del ciclo. La eliminación de los aclaradores continuos y las bombas de retorno de lodo (como en un sistema MBBR de flujo continuo) también es una característica prestada del SBR.
- De MBBR: Incorpora el uso de portadores de biopelículas, proporcionando una plataforma estable y resistente para el crecimiento microbiano adjunto. Esto aumenta significativamente la concentración y la diversidad de la biomasa dentro del reactor, lo que lleva a una mayor capacidad de tratamiento volumétrico y una mejor robustez contra las cargas de choque o los compuestos inhibitorios. La biopelícula ofrece un ambiente protegido para bacterias de crecimiento lento (como los nitrificadores) y mantiene una población estable incluso si la biomasa suspendida experimenta trastornos o se lava parcialmente.
Este sistema de doble biomasa (suspendido y adjunto) permite un proceso de tratamiento más completo y estable.
Ventajas del enfoque híbrido
La combinación de principios SBR y MBBR en un sistema SBBR produce varias ventajas convincentes:
- Eficiencia de tratamiento mejorada: La presencia de biomasa de crecimiento suspendida y unida puede conducir a eficiencias de eliminación superiores para BOD, COD y especialmente nitrógeno (nitrificación y desnitrificación) y fósforo. La sólida biopelícula actúa como un 'búfer' contra las molestias operativas, manteniendo un rendimiento constante.
- Aumento de la carga volumétrica: Al igual que MBBR, la alta concentración de biomasa activa en los portadores permite a SBBR manejar cargas orgánicas e hidráulicas más altas dentro de un volumen de reactor más pequeño en comparación con SBR o ASP convencional, lo que lleva a una huella más compacta.
- Flexibilidad y control operativo: Retiene la flexibilidad inherente de los SBR, lo que permite a los operadores ajustar fácilmente los tiempos de ciclo, los patrones de aireación y las condiciones de llenado/reaccionamiento para optimizar la calidad influyente variable, las tasas de flujo y los requisitos de efluentes. Esto es particularmente ventajoso para la eliminación de nutrientes.
- Características mejoradas del lodo: La biopelícula contribuye a una biomasa general más estable. Si bien el lodo suspendido aún necesita establecerse, la presencia de la biopelícula a veces puede conducir a características de asentamiento mejoradas de los flóculos suspendidos debido al efecto de amortiguación en la comunidad microbiana.
- Robustez a cargas de choque: La biopelícula resistente proporciona una población estable de microorganismos que son menos susceptibles al lavado o la inhibición de cambios repentinos en la concentración de contaminantes o los choques hidráulicos, lo que hace que el sistema sea muy robusto.
- Producción de lodos reducido (potencialmente): Los sistemas de biopelículas a veces pueden conducir a una menor producción de lodos netos en comparación con los sistemas de crecimiento puramente suspendidos, aunque esto depende de condiciones de operación específicas.
Aplicaciones y estudios de casos
La tecnología SBBR es adecuada para una variedad de aplicaciones donde se desean un alto rendimiento, flexibilidad y una huella compacta, especialmente donde las cargas fluctuantes o los estrictos estándares de efluentes son una preocupación.
- Tratamiento de aguas residuales municipales pequeñas a medianas: Ideal para comunidades que requieren un tratamiento robusto con capacidades de eliminación de nutrientes y pueden tener limitaciones de espacio.
- Tratamiento de aguas residuales industriales: Altamente efectivo para las industrias que producen aguas residuales con cargas orgánicas variables o compuestos específicos que se benefician de una comunidad de biopelículas estable. Los ejemplos incluyen:
- Alimentos y bebidas (por ejemplo, bodegas, cervecerías, producción de alimentos de bocadillos)
- Industrias textiles (para la eliminación de color y BOD)
- Fabricación farmacéutica
- Tratamiento de lixiviado del vertedero (conocido por cargas orgánicas/de nitrógeno altas y variables)
- Actualización de plantas existentes: Los SBR existentes o los tanques de lodo activados convencionales se pueden adaptar con portadores de MBBR para mejorar la capacidad, mejorar la eliminación de nutrientes y aumentar la robustez, transformándolos efectivamente en SBBR. Esto ofrece una solución rentable para la expansión de la planta o las actualizaciones de cumplimiento.
- Sistemas de tratamiento descentralizados: Adecuado para sitios remotos, centros turísticos y desarrollos donde se necesita un tratamiento confiable y de alta calidad sin una infraestructura extensa.
Los estudios de caso a menudo destacan la capacidad de SBBR para lograr altos niveles de BOD, TSS y la eliminación de amoníaco de manera consistente, incluso en condiciones desafiantes, lo que lo convierte en una opción valiosa en el moderno panorama del tratamiento de aguas residuales.
Análisis comparativo
Elegir la tecnología óptima de tratamiento de aguas residuales de la matriz de opciones disponibles: proceso de lodo activado (ASP), reactor de lotes de secuenciación (SBR), Biorreactor de lecho en movimiento (MBBR), biorreactor de membrana (MBR) y secuenciación del reactor de biopelícula por lotes (SBBR), requiere una comprensión exhaustiva de su desempeño relativo a través de metrics clave. Esta sección proporciona un análisis comparativo, centrado en la eficiencia, el costo, la huella y la complejidad operativa.
Comparación de eficiencia (eliminación de BOD, TSS)
El objetivo principal del tratamiento de aguas residuales biológicas es eliminar los contaminantes orgánicos (medidos como demanda bioquímica de oxígeno o BOD, y demanda química de oxígeno o bacalao) y sólidos suspendidos (TSS). La eliminación de nutrientes (nitrógeno y fósforo) también es cada vez más crítica.
| Tecnología | BOD/eliminación de bacalao | Eliminación de TSS | Nitrificación | Desnitrificación | Eliminación biológica de P | Fortalezas clave en eficiencia |
| ASP | Excelente (90-95%) | Excelente (90-95%) | Bueno (con suficiente SRT) | Bueno (con zonas anóxicas) | Moderado (requiere un diseño específico) | Probado, confiable para la eliminación básica |
| SBR | Excelente (90-98%) | Excelente (95-99%) | Excelente (aireación controlada) | Excelente (fases anóxicas/anaerobias programables) | Excelente (fases anaeróbica/aeróbica programable) | Calidad de efluente alta y consistente, excelente eliminación de nutrientes |
| MBBR | Muy bueno a excelente (85-95%) | Requiere después de la clarificación (el clarificador proporciona la eliminación de TSS) | Excelente (biopelícula estable) | Bueno (con MBBR anóxico o procesos combinados) | Limitado (principalmente orgánico/nitrógeno) | Robustez, alta carga volumétrica para BOD/N |
| MBR | Excelente (95-99%) | Prácticamente 100% (barrera de membrana) | Excelente (SRT largo) | Excelente (zonas anóxicas programables) | Excelente (alto MLSS, Long SRT) | Calidad de efluente superior (TSS, patógenos), alta eliminación de nutrientes |
| SBBR | Excelente (90-98%) | Excelente (95-99%, debido a la asentamiento de SBR) | Excelente (biopelícula estable y fases programables) | Excelente (fases anóxicas programables) | Excelente (fases anaeróbica/aeróbica programable) | Robustez y flexibilidad, alta eliminación de nutrientes, mayor capacidad que SBR |
Resumen de la eficiencia:
- MBR se destaca por su calidad de efluente excepcional, particularmente para TSS y la eliminación de patógenos, debido a la barrera física de la membrana. A menudo es la elección cuando se requiere reutilización directa o descarga a aguas sensibles.
- SBR and SBBR Ofrezca sistemas altamente flexibles y eficientes para lograr un BOD, TSS y especialmente la eliminación de nutrientes (nitrógeno y fósforo) a través de sus operaciones de lotes programables. SBBR agrega robustez y mayor capacidad debido a la biopelícula.
- MBBR Excelente en eficiencia volumétrica para la eliminación de BOD y nitrógeno y es muy robusto, pero aún requiere un clarificador convencional para la separación de TSS, similar a ASP.
- ASP sigue siendo un artista sólido para la eliminación básica de BOD/TSS a grandes escalas, pero puede requerir configuraciones más especializadas y huellas más grandes para la eliminación avanzada de nutrientes.
Análisis de costos (CAPEX, OPEX)
El costo es un factor crítico, que abarca tanto el gasto de capital (CAPEX) para la configuración inicial como el gasto operativo (OPEX) para la ejecución y el mantenimiento continuos.
| Tecnología | Capex (pariente) | OPEX (pariente) | Conductores de costos clave |
| ASP | Moderado | Moderado | Obras civiles (tanques grandes), energía de aireación, eliminación de lodos |
| SBR | Moderado | Moderado | Automatización/controles, energía de aireación, eliminación de lodos |
| MBBR | Moderado | Moderado | Medios para transportistas, energía de aireación, obras civiles (tanques más pequeños) |
| MBR | Alto | Alto | Membranas (inicial y reemplazo), energía de aireación (bio y fregado), productos químicos de limpieza, bombeo |
| SBBR | Alto | Moderado | Medios para operadores, automatización/controles, energía de aireación, eliminación de lodos |
Resumen de costos:
- MBR típicamente tiene el más alto Capex y Opex Debido al costo de las membranas, su reemplazo, la energía para la aireación (fraseo biológico y de membrana) y limpieza química. Sin embargo, la calidad de efluente más alta y la huella más pequeña pueden justificar este costo en escenarios específicos.
- ASP a menudo tiene un Capex inferior para sistemas básicos, pero es OPEX puede ser significativo Debido al alto consumo de energía para la aireación y los costos sustanciales de gestión de lodos.
- SBR tiene un Capex moderado a alto Debido a la necesidad de controles sofisticados y volúmenes de tanques potencialmente más grandes que un sistema continuo, pero su OPEX puede ser moderado, especialmente si la eliminación de nutrientes está optimizada.
- MBBR tiene un Capex moderado a alto Debido al costo de los operadores, pero su OPEX es generalmente moderado, beneficiándose de no bombear Ras.
- SBBR tendrá un más alto Capex que un SBR puro debido a los portadores, y su OPEX será similar a SBR o MBBR, dependiendo del alcance de la aireación y el desgaste de lodo.
Comparación de huella
Los requisitos del área de tierra son a menudo una restricción importante, especialmente en áreas urbanas o densamente pobladas.
| Tecnología | Huella relativa | Razones principales para el tamaño |
| ASP | Muy grande | Grandes tanques de aireación, aclaradores secundarios sustanciales, procesamiento de lodo |
| SBR | Moderado | Tanque único, pero necesita volumen para ciclos de llenado/dibujo y asentamiento |
| MBBR | Moderado | Alta concentración de biomasa en portadores, pero aún necesita un clarificador |
| MBR | Pequeñito | MLSS altos, no se necesita aclarador, módulos de membrana compactos |
| SBBR | Moderado | Combina la compacidad de SBR con la alta carga volumétrica de MBBR; No hay clarificador para el lodo suspendido, pero el tamaño del tanque aún más grande que MBR para el flujo dado. |
Resumen de la huella:
- MBR es el ganador indiscutible en términos de huella más pequeña , haciéndolo ideal para áreas urbanas o modificaciones donde el espacio es limitado.
- MBBR También ofrece un significativamente huella reducida En comparación con ASP, pero aún requiere después de la clara.
- SBR and SBBR son generalmente más compactos que ASP, ya que integran múltiples procesos en un solo tanque. SBBR potencialmente ofrece una huella más pequeña que un SBR puro debido a la mayor eficiencia volumétrica de la biopelícula.
- ASP requiere el huella más grande Debido a sus tanques múltiples, grandes y de funcionamiento continuo.
Complejidad operacional
La facilidad de operación, el nivel de automatización y la habilidad del operador requerida son consideraciones importantes.
| Tecnología | Complejidad operacional | Aspectos clave de la complejidad |
| ASP | Moderado | Manejo de lodo (volumen, espuma), control de aireación, manejo de sólidos. Relativamente estable una vez optimizado. |
| SBR | Moderado | Automatización y control sofisticados de ciclos, tiempos de fase, eliminación de nutrientes. Sensible a las fallas del sistema de control. |
| MBBR | Moderado | Optimización de aireación para el movimiento de transportistas, retención de medios, gestión posterior a la clara. Menos sensible a las molestias de biomasa. |
| MBR | Alto | Control de ensuciamiento de membrana, protocolos de limpieza (químicos/físicos), pruebas de integridad, gestión de energía para la aireación/bombeo. |
| SBBR | Alto | Combina la complejidad de control de SBR con la gestión del transportista MBBR y la aireación para el crecimiento suspendido y adjunto. |
Resumen de la complejidad operativa:
- MBR es generalmente el más complejo operacionalmente complejo Debido a la necesidad de manejo de membrana diligente, limpieza y monitoreo de integridad.
- SBR and SBBR requerir Altos niveles de automatización y operadores calificados Para manejar el momento preciso de sus ciclos por lotes y optimizar para la eliminación de nutrientes.
- MBBR es generalmente moderadamente complejo , que requiere atención a la retención de portadores y la post-clarificación, pero menos propensas a las molestias de biomasa que ASP.
- ASP , aunque aparentemente simple, todavía requiere complejidad operativa moderada para manejar la asentabilidad de los lodos y mantener condiciones óptimas para la actividad biológica.
Aplicaciones y estudios de casos
Comprender las ventajas y desventajas teóricas de cada tecnología de tratamiento de aguas residuales es esencial, pero igualmente importante es ver cómo funcionan en los escenarios del mundo real. Esta sección explora aplicaciones típicas para MBBR, MBR, SBR, ASP y SBBR, destacando su idoneidad para diferentes desafíos con estudios de casos ilustrativos.
Estudios de casos de MBBR
Aplicaciones: MBBR es ampliamente adoptado para el tratamiento de aguas residuales municipales e industriales, particularmente cuando las plantas existentes necesitan mejoras, se deben manejar cargas más altas o se requiere una solución compacta para la eliminación de nitrógeno. Su robustez lo hace adecuado para tratar las aguas residuales orgánicas de alta resistencia.
Ejemplo de estudio de caso: actualización municipal de la planta para la nitrificación
- Desafío: Una planta de tratamiento de aguas residuales municipales de tamaño mediano enfrentó límites de efluentes más estrictos para el nitrógeno de amoníaco, y su sistema de lodo activado convencional estaba luchando por cumplirlos de manera consistente, especialmente durante los meses más fríos. La planta también tenía un espacio limitado para la expansión.
- Solución: La planta decidió implementar una etapa MBBR como un paso de pretratamiento para la nitrificación. Las cuencas de aireación existentes se adaptaron agregando portadores de MBBR y manteniendo la aireación adecuada.
- Resultado: La actualización de MBBR mejoró significativamente las tasas de nitrificación, lo que permite a la planta cumplir constantemente los nuevos límites de descarga de amoníaco. La naturaleza compacta del MBBR permitió la actualización dentro de la huella existente, evitando la costosa construcción civil para nuevos tanques. La biopelícula estable demostró ser resistente a las fluctuaciones de temperatura, asegurando un rendimiento confiable.
Ejemplo de estudio de caso: tratamiento industrial de aguas residuales (procesamiento de alimentos)
- Desafío: Una gran instalación de procesamiento de alimentos generó aguas residuales orgánicas de alta resistencia con cargas de BOD fluctuantes, lo que dificulta su tratamiento anaeróbico existente seguido de un estanque de lodo activado para lograr un cumplimiento constante.
- Solución: Se instaló un sistema Aeróbico MBBR como el paso de tratamiento biológico primario. El MBBR fue diseñado para manejar la alta carga orgánica utilizando un alto porcentaje de portadores.
- Resultado: El sistema MBBR estabilizó efectivamente el proceso de tratamiento, logrando más del 90% de eliminación de BOD incluso con influido variable. La robustez de la biopelícula manejó las cargas de choque de los cambios de producción, lo que llevó a una calidad de efluente constante y un cumplimiento regulatorio, al tiempo que requiere una huella más pequeña que un sistema aeróbico convencional comparable.
Estudios de casos de MBR
Aplicaciones: La tecnología MBR se elige cada vez más para proyectos que exigen la calidad de efluente más alta para la reutilización del agua, la descarga a áreas ambientalmente sensibles o donde la disponibilidad de la tierra está severamente restringida. Prevalece tanto en escenarios industriales municipales como complejos.
Ejemplo de estudio de caso: Proyecto de reutilización municipal de agua
- Desafío: Una ciudad costera de rápido crecimiento enfrentó la escasez de agua y buscó maximizar sus recursos hídricos mediante el tratamiento de aguas residuales municipales para un estándar adecuado para riego y usos industriales no potables. La tierra para una gran expansión convencional de la planta fue escasa y costosa.
- Solución: Se construyó una planta MBR. El sistema reemplazó los aclaradores secundarios convencionales y los filtros terciarios, produciendo un permeado de alta calidad que podría tratarse más por ósmosis inversa para aplicaciones de reutilización específicas.
- Resultado: El sistema MBR entregó efluentes con TSS y turbidez extremadamente bajos, prácticamente libre de bacterias, excediendo los requisitos para las aplicaciones de reutilización planificadas. La huella de la planta fue significativamente menor de lo que habría requerido una planta convencional de capacidad equivalente, ahorrando valiosas tierras costeras.
Ejemplo de estudio de caso: tratamiento farmacéutico de aguas residuales industriales
- Desafío: Una compañía farmacéutica necesitaba tratar aguas residuales complejas que contengan varios compuestos orgánicos para cumplir con los estrictos límites de descarga para un río receptor y explorar el potencial para el reciclaje interno del agua.
- Solución: Se eligió un sistema MBR debido a su capacidad para manejar orgánicos complejos y producir un efluente de alta calidad. El MBR permitió un largo tiempo de retención de lodos (SRT), que es beneficioso para degradar los compuestos lentamente biodegradables.
- Resultado: El sistema MBR logró consistentemente altas eficiencias de eliminación para el COD y otros contaminantes específicos, lo que permite el cumplimiento de las estrictas regulaciones de alta. El permeado de alta calidad también abrió posibilidades para el reciclaje de agua dentro de la instalación, reduciendo el consumo de agua dulce.
Estudios de casos de SBR
Aplicaciones: Los SBR son altamente versátiles, adecuados para municipios pequeños a medianos, sistemas de tratamiento descentralizados y aplicaciones industriales con flujos y cargas fluctuantes, particularmente cuando la eliminación avanzada de nutrientes es una prioridad.
Ejemplo de estudio de caso: tratamiento de aguas residuales comunitarias descentralizadas
- Desafío: Un nuevo desarrollo residencial, ubicado lejos de una planta de tratamiento municipal central, requirió una solución de tratamiento de aguas residuales independientes que pudiera cumplir con estrictos límites de descarga de nutrientes y operar con tasas de ocupación variables.
- Solución: Se implementó un sistema SBR de dos tanques. La naturaleza programable del SBR permitió la optimización de fases anaeróbicas, anóxicas y aeróbicas para lograr nitrificación y desnitrificación simultánea, así como la eliminación de fósforo biológico.
- Resultado: El sistema SBR produjo constantemente un efluente de alta calidad con BOD bajo, TSS, nitrógeno y fósforo, adecuado para la descarga a un arroyo local. La flexibilidad operativa permitió que el sistema se adaptara de manera eficiente a los flujos fluctuantes característicos de las comunidades residenciales, minimizando el consumo de energía durante los períodos de bajo flujo.
Ejemplo de estudio de caso: tratamiento de aguas residuales de la industria láctea
- Desafío: Una planta de procesamiento de lácteos experimentó variaciones significativas en el flujo de aguas residuales y la fuerza orgánica durante todo el día y la semana, lo que dificulta el funcionamiento estable de un sistema de flujo continuo. Altas cargas orgánicas y de nitrógeno estaban presentes.
- Solución: Se instaló un sistema SBR. La operación por lotes maneja inherentemente los flujos variables, y la capacidad de controlar las fases de reacción permitió una descomposición efectiva de los productos orgánicos lácteos y la eliminación eficiente de nitrógeno.
- Resultado: El SBR administró con éxito las cargas fluctuantes, tratando constantemente las aguas residuales lecheras para cumplir con los permisos de descarga. La ecualización incorporada en la fase de relleno y las fases de reacción/asentamiento controladas aseguraron un rendimiento confiable incluso durante los tiempos de producción máximos.
Estudios de casos de ASP
Aplicaciones: El proceso de lodo activado sigue siendo el caballo de batalla para el tratamiento de aguas residuales municipales a gran escala a nivel mundial. También se aplica en entornos industriales donde las aguas residuales son altamente biodegradables y hay grandes áreas de tierras disponibles.
Ejemplo de estudio de caso: planta de tratamiento de aguas residuales municipales grandes
- Desafío: Un área metropolitana importante requería un tratamiento continuo y de alto volumen de las aguas residuales nacionales y comerciales para cumplir con los límites de descarga estándar para BOD y TSS.
- Solución: Se diseñó una planta de lodo activada convencional, con múltiples grandes cuencas de aireación y clarificadores secundarios que operan en paralelo.
- Resultado: El ASP trató con éxito millones de galones por día, logrando de manera confiable la eliminación de más del 90% de BOD y TSS. Su diseño robusto permitió manejar grandes flujos entrantes y proporcionó una solución rentable para una capacidad muy grande. La optimización continua se centró en la eficiencia de aireación y la gestión de lodos.
Ejemplo de estudio de caso: tratamiento con efluentes de pulpa y molino de papel
- Desafío: Una pulpa y una fábrica de papel generaron un gran volumen de aguas residuales biodegradables con alto contenido orgánico. La principal preocupación fue la reducción efectiva del cuerpo antes del alta.
- Solución: Se implementó un proceso de lodo activado de aireación extendido. El largo tiempo de retención hidráulica proporcionado por el diseño de aireación extendido permitió una degradación exhaustiva de los compuestos orgánicos complejos presentes en el efluente del molino.
- Resultado: El ASP redujo efectivamente las concentraciones BOD y TSS a niveles compatibles. Si bien requiere una huella sustancial, la confiabilidad comprobada y la complejidad operativa relativamente baja para esta aplicación industrial específica la convirtieron en una opción adecuada.
Estudios de casos SBBR
Aplicaciones: Los SBBR están surgiendo para situaciones que exigen lo mejor de ambos mundos: la flexibilidad y la eliminación de nutrientes de los SBR combinados con la robustez y la mayor eficiencia volumétrica de los sistemas de biopelículas. Son particularmente valiosos para los desechos industriales de alta resistencia o variables y soluciones municipales compactas que requieren tratamiento avanzado.
Ejemplo de estudio de caso: tratamiento con lixiviado del vertedero
- Desafío: Tratar el lixiviado del vertedero es notoriamente difícil debido a su composición altamente variable, altas concentraciones de amoníaco y presencia de compuestos orgánicos recalcitrantes.
- Solución: Se diseñó un sistema SBBR. La operación por lotes del SBR proporcionó la flexibilidad para adaptarse a las características variables de lixiviados, mientras que los portadores de MBBR ofrecían una biopelícula estable para nitrificación/desnitrificación consistente y una mayor descomposición de los orgánicos difíciles.
- Resultado: El SBBR demostró un rendimiento superior para eliminar altas concentraciones de nitrógeno de amoníaco y reducir el bacalao, incluso con el influyente fluctuante. La biopelícula resistente resistió los compuestos inhibitorios que a menudo se encuentran en el lixiviado, lo que lleva a un tratamiento más estable y confiable en comparación con los sistemas de crecimiento puramente suspendidos.
Ejemplo de estudio de caso: actualización de un SBR industrial para la capacidad y la robustez
- Desafío: Un sistema SBR existente en una planta de fabricación de productos químicos estaba luchando por satisfacer las mayores demandas de capacidad y mantener una calidad de efluente consistente durante la producción máxima debido al aumento de la carga orgánica.
- Solución: Se agregaron portadores de MBBR a los tanques SBR existentes, convirtiéndolos efectivamente en SBBR. No se necesitaban tanques nuevos.
- Resultado: La adición de portadores aumentó significativamente la capacidad de tratamiento volumétrico de los tanques existentes, lo que permite a la planta manejar el aumento de la carga sin expandir su huella. El sistema híbrido también exhibió una mayor resistencia a las cargas de choque, lo que llevó a un rendimiento más consistente y una reducción de la operación operativa.


 English
English
 عربى
عربى
 Español
Español


 +86-15267462807
+86-15267462807



